Research Final Report
for
Research Project T2696, Task 02
Development Of High Performance Concrete And
Evaluation Of Construction Joints In
Concrete Floating Bridges
DEVELOPMENT OF HIGH PERFORMANCE CONCRETE AND
EVALUATION OF CONSTRUCTION JOINTS IN
CONCRETE FLOATING BRIDGES
by
Rafik Itani, Eyad Masad, Bart Balko and Brian Bayne
Washington State Transportation Center (TRAC)
Department of Civil and Environmental Engineering
Washington State University
Pullman, WA 99164
Washington State Department of Transportation
Technical Monitor
Geoff Swett, Bridge Engineer
Prepared for
Washington State Transportation Commission
Department of Transportation
and in cooperation with
US Department of Transportation
Federal Highway Administration
July, 2003
TECHNICAL REPORT DOCUMENTATION PAGE
1. Report No.
WA-RD 649.1
2. Government Accession No. 3. Recipient’s Catalog No.
4. Title and Subtitle
DEVELOPMENT OF HIGH PERFORMANCE CONCRETE AND EVALUATION
OF CONSTRUCTION JOINTS IN CONCRETE FLOATING BRIDGES
5. Report Date
July 2003
6. Performing Organization Code
7. Author(s)
Rafik Itani, Eyad Masad, Bart Balko, Brian Bayne
8. Performing Organization Report No.
9. Performing Organization Name and Address
Washington State Transportation Center (TRAC)
Civil and Environmental Engineering; Sloan Hall, Room 101
Washington State University
Pullman, Washington 99164-2910
10. Work Unit No.
11. Contract or Grant No.
T2696 Task 02
12. Sponsoring Agency Name and Address
Research Office
Washington State Department of Transportation
Transportation Building, MS 7370
Olympia, Washington 98504-7370
13. Type of Report and Period Covered
Final Report
14. Sponsoring Agency Code
15. Supplementary Notes
This study was conducted in cooperation with the U.S. Department of Transportation, Federal Highway Administration.
16. Abstract
Floating bridge concrete must be watertight, durable, workable, and must have sufficient cohesiveness to prevent segregation in
heavily congested deep walls. The mix design must experience minimal creep and shrinkage to reduce prestress losses, and
shrinkage cracking. As a result of recent concrete research, new mixes were created incorporating various quantities of fly ash,
silica fume, metakaolin, poly-carboxylate ether superplasticizers, and Caltite waterproofing admixture. This research focuses on
concrete with a water binder ratio of 0.33 and a slump in the range of 8 to 9 inches. Workability characteristics of the fresh
concrete are analyzed and hardened concrete properties tested in this research are compressive strength, chloride ion permeability,
and creep and drying shrinkage properties.
It was found that metakaolin was successful in producing mix designs with similar properties as Silica fume modified concrete.
Satisfactory strength was achieved through increasing the fly ash and lowering the silica fume contents, though, chloride ion
permeability was negatively affected. The removal of silica fume and the inclusion of Caltite decreased the concrete’s resistance to
chloride ion permeability and produced concrete that failed to attain the required 28-day ultimate compressive strength of 6500 psi.
The second part of this study focuses on developing an experimental setup to evaluate products and construction methods to help
prevent water leakage through construction joints in pontoon floating bridges. A pressure system was used to apply significant
pressures to concrete test specimens containing a construction joint. Different products and construction methods were used in
constructing the joints to determine the most effective methods for preventing water penetration in the field.
The testing results have shown compaction effort is the most important factor in water leakage through a joint. Increased
compaction in laboratory specimens leads to less water leakage through construction joints. Product selection was ineffective in
preventing water leakage if concrete compaction was inadequate.
17. Key Words
Concrete, Performance, Fly Ash, Silica Fume, Metakaolin,
Polycarboxylate, Caltite, Creep, Shrinkage, Compressive Strength,
Permeability, Construction Joint, Leakage, Waterstop, Compaction,
Watertight
18. Distribution Statement
No restrictions. This document is available through the
National Technical Information Service, Springfield, VA
22161.
19. Security Classif. (of this report)
None
20. Security Classif. (of this
page)
None
21. No. of Pages
239
22. Price
Form DOT F 1700.7 (8-72)
Reproduction of completed page authorized
DISCLAIMER
The contents of this report reflect the views of the authors, who are responsible for the facts and accuracy
of the data presented herein. The contents do not necessarily reflect the official views or policies of the
Washington State Transportation Commission, Department of Transportation, or the Federal Highway
Administration. The report does not constitute a standard, specification, or regulation.
iv
TABLE OF CONTENTS
LIST OF TABLES............................................................................................................ vii
LIST OF FIGURES ........................................................................................................... ix
SUMMARY ....................................................................................................................... 1
CHAPTER 1: INTRODUCTION .................................................................................. 2
1.1 Background......................................................................................................... 2
1.2 Problem Statement.............................................................................................. 3
1.3 Objectives ........................................................................................................... 6
1.4 Task Summary .................................................................................................... 7
CHAPTER 2: LITERATURE REVIEW ..................................................................... 10
2.1 Concrete for the Lacey V. Murrow Floating Bridge......................................... 10
2.2 Creep of Concrete ............................................................................................. 12
2.2.1 Creep affected by concrete composition................................................... 15
2.2.2 Creep related to compressive strength and shrinkage............................... 24
2.3 Other Concrete materials and Admixtures........................................................ 28
CHAPTER 3: EXPERIMENTAL METHODS............................................................ 32
3.1 MATERIALS and Mix Designs ....................................................................... 32
3.2 Creep................................................................................................................. 41
3.3 Shrinkage .......................................................................................................... 52
3.4 Compressive Strength ....................................................................................... 53
3.5 Chloride Ion Penetration................................................................................... 54
v
CHAPTER 4: EXPERIMENTAL RESULTS AND ANALYSIS ............................... 56
4.1 Concrete Mix Designs....................................................................................... 57
4.2 Creep................................................................................................................. 58
4.3 Shrinkage .......................................................................................................... 69
4.4 Compressive Strength ....................................................................................... 72
4.5 Chloride Ion Penetration................................................................................... 75
CHAPTER 5: Summary and Conclusions ................................................................... 80
REFERENCES................................................................................................................ 83
CHAPTER 6: LITERATURE REVIEW ..................................................................... 87
6.1 Floating Bridge History .................................................................................... 87
6.2 Hood Canal Design and Construction............................................................... 87
6.3 Mix Design........................................................................................................ 89
6.4 Water Leakage Tests through Cracked Concrete Elements.............................. 90
6.5 Moist Curing and Permeability......................................................................... 95
6.6 Waterstop Testing ............................................................................................. 96
6.7 Compaction Level for Concrete Construction Joints........................................ 97
6.8 Summary........................................................................................................... 98
CHAPTER 7: MATERIALS AND TESTING METHODS........................................ 99
7.1 Mix Design Specifications................................................................................ 99
7.2 Test Specimens ................................................................................................. 99
7.3 Products and Construction Methods Tested ................................................... 114
7.4 Experiment 1................................................................................................... 120
7.5 Experiment 2................................................................................................... 127
vi
7.6 Experiment 3: Waterstop Testing ................................................................... 137
CHAPTER 8: TEST RESULTS................................................................................. 139
8.1 Mix Characteristics ......................................................................................... 139
8.2 Experiment 1 Test Results .............................................................................. 139
8.3 Experiment 2 Test Results .............................................................................. 140
8.4 Third Experiment: Test Results ...................................................................... 153
CHAPTER 9: CONCLUSIONS AND RECOMMENDATIONS ............................. 159
9.1 Conclusions..................................................................................................... 159
9.2 General Guidelines for Watertight Joint ......................................................... 161
9.3 Recommendations for Further Study.............................................................. 161
REFERENCES ............................................................................................................... 164
APPENDIX A................................................................................................................ 166
APPENDIX B ................................................................................................................ 216
APPENDIX C................................................................................................................ 219
vii
LIST OF TABLES
Table 2.1 - Trends in Concrete Creep............................................................................... 20
Table 3.1 – Mix #1 LVM Mix Design, Reference Mix Design....................................... 36
Table 3.2 – Mix #2 1st Alteration - WJE, Inc. Report Recommendation........................ 36
Table 3.3 – Mix # 3 - 2nd Alteration - Metakaolin - 5% OPC Replacement ................... 37
Table 3.4 – Mix # 4 - 3rd Alteration - Metakaolin - 10% OPC Replacement .................. 37
Table 3.5 – Mix # 5 - LVM Mix Design #2 - Reference Mix Design .............................. 38
Table 3.6 – Mix # 6 - 4th Alteration - LVM Mix with Caltite Admixture ....................... 38
Table 3.7 – Mix # 7 - 5th Alteration - Caltite Mix Design ............................................... 39
Table 3.8 - Aggregate Gradations.................................................................................... 39
Table 3.9 - Total Aggregate Blend Gradation .................................................................. 40
Table 3.10 - Temperature and Humidity History.............................................................. 52
Table 4.1 - HPC Performance Grades (Table 1.2 - Definition of HPC according to
Federal Highway Administration, Goodspeed, et al. 1996)...................................... 56
Table 4.2 - Concrete Mix Design Quantities .................................................................... 57
Table 4.3 - Creep Comparison.......................................................................................... 60
Table 4.4 – Shrinkage Strains ........................................................................................... 71
Table 4.5 – 28-Day Compressive Strength....................................................................... 74
Table 4.6 – Rapid Chloride Permeability Test Results - 28 day...................................... 78
Table 4.7 – Permeability Classifications .......................................................................... 78
Table 5.1 – Mix Design Test Results................................................................................ 80
Table 7.1 LVM Mix Design (after Lwin et al. 1995). ...................................................... 89
Table 8.1 Mix Design ..................................................................................................... 104
viii
Table 8.2 Final Mix Design ............................................................................................ 105
Table 8.3 - Products tested in experiments. .................................................................... 115
Table 8.4 - Construction methods tested in experiments................................................ 115
Table 8.5 - Stage one specimens..................................................................................... 123
Table 8.6 - Stage two specimens..................................................................................... 129
Table 8.7 - Stage three specimens................................................................................... 131
B1. - Water level changes – second experiment – stage one. ......................................... 216
B2. - Water volume changes – second experiment – stage one...................................... 217
B3. - Water level changes – second experiment – stage two.......................................... 218
B4. - Water volume changes – second experiment - stage two. ..................................... 218
B5. - Water volume losses – second experiment – stage three....................................... 219
C1. - Waterstop-RX 101TRH - specimen one. ............................................................... 219
C2. - Waterstop-RX 101TRH - specimen two................................................................ 219
C3. - Waterstop-RX 101TRH - specimen three.............................................................. 220
C4. - Waterstop-RX 101TRH - averages........................................................................ 220
C5. - MC-2010MN – specimen one................................................................................ 221
C6. - MC-2010MN – specimen two. .............................................................................. 221
C7. - MC-2010MN – specimen three. ............................................................................ 222
C8. - MC-2010MN – averages........................................................................................ 223
C9. - Synko-Flex – specimen one................................................................................... 224
C10. - Synko-Flex – specimen two................................................................................. 225
C11. - Sykno-Flex – specimen three............................................................................... 225
C12. - Synko-Flex – averages......................................................................................... 226
ix
LIST OF FIGURES
Figure 2.1 - Concrete Time Dependant Strains ............................................................... 13
Figure 2.2 - Compressive Strength vs Creep Coefficient (Persson) ................................. 27
Figure 3.1 - Gypsum Cylinder End Cap ........................................................................... 41
Figure 3.2 - CAD Drawing of Creep Frames................................................................... 42
Figure 3.3 – Creep Frame ................................................................................................. 43
Figure 3.4 - Creep Frame Compression Springs............................................................... 44
Figure 3.5 - Plate Dimensions........................................................................................... 45
Figure 4.1 – Specific Creep Comparison – Estimated Strain Results to 5-Years............. 62
Figure 4.2 - LVM Mix Design Strain ............................................................................... 65
Figure 4.3 – WJE Inc. Mix Design Strain......................................................................... 65
Figure 4.4 – 5% Metakaolin Mix Design Strain............................................................... 66
Figure 4.5 – 10% Metakaolin Mix Design Strain............................................................. 66
Figure 4.6 – LVM (#2) Mix Design Strain....................................................................... 67
Figure 4.7 – LVM Mix w/ Caltite Waterproofing Admixture Mix Design Strain ........... 67
Figure 4.8 – Caltite Mix Design Strain............................................................................. 68
Figure 4.9 – Long Term Shrinkage Strains, Extrapolated from 28-day Data................... 71
Figure 4.10 – 28-Day Compressive Strength.................................................................... 74
Figure 7.1 - Test configuration (after Dusenberry et al. 1993)......................................... 91
Figure 7.2 - Leakage test setup (after Rashed et al. 2000)................................................ 92
Figure 7.3 - Cross-section of testing experiment (after Clear 1985). ............................... 94
Figure 7.4 - Test setup for water penetration test (after Tan et al. 1996). ........................ 95
x
Figure 8.1 - Keyway dimensions in field (after Hood Canal Retrofit and East-half
Replacment Construction Plans: SEC C-C)............................................................ 106
Figure 8.2 - Test specimen dimensions........................................................................... 107
Figure 8.3 - Dimension specifications for the steel plates. ............................................. 108
Figure 8.4 - Steel Bars 7/8in diameter screwed into bottom plate.................................. 109
Figure 8.5 - Construction setup for initial concrete pour................................................ 110
Figure 8.6 - Completed keyway of initial pour............................................................... 111
Figure 8.7 - Completed test specimens........................................................................... 112
Figure 8.8 - Hydraulic cylinder setup for post-tensioning the specimens. ..................... 113
Figure 8.9 - Waterstop placement within construction joint of specimen. ..................... 116
Figure 8.10 - Tegraproof coating placed on exterior joint face. ..................................... 117
Figure 8.11 - Mortar/slurry grout over initial two-inch depth of the second pour.......... 118
Figure 8.12 - Exposed aggregate along surface of joint caused by Preco HI-V............. 119
Figure 8.13 - Experimental setup of the first experiment. .............................................. 124
Figure 8.14 - Specimen connection to pressure system.................................................. 125
Figure 8.15 - Water collection system located beneath specimens. ............................... 126
Figure 8.16 - Experimental setup of the second experiment. ......................................... 133
Figure 8.17 - Connection of clear plastic tubing to galvanized pipe. ............................. 134
Figure 8.18 - Pressure regulator for air pressure system. ............................................... 135
Figure 8.19 - Concrete filler and sealant applied to the construction joint of stage three
specimens................................................................................................................ 136
Figure 8.20 - Testing setup of the third experiment........................................................ 138
xi
Figure 9.1 - Water volume changes versus air pressure applied to stage one specimens of
the second experiment............................................................................................. 143
Figure 9.2 - Water volume changes versus total pressure on the system for stage one
specimens of the second experiment....................................................................... 144
Figure 9.3 - Water volume changes versus air pressure for the three specimens of stages
one and two that experienced no leakage from the pressure system. ..................... 147
Figure 9.4 - Water volumes lost versus time for the stage three specimens tested......... 151
Figure 9.5 - Total water volume lost at a given air pressure for stage three specimens
immediately before air pressure was increased. ..................................................... 152
Figure 9.6 - Expansion rates of Waterstop-RX 101TRH samples in the third experiment.
................................................................................................................................. 154
Figure 9.7 - Expansion rates of MC-2010MN samples in the third experiment............. 155
Figure 9.8 - Expansion rates of Synko-flex waterstop samples in the third experiment. 156
Figure 9.9 - Average expansion rates of the three waterstops tested in the third
experiment............................................................................................................... 157
Figure 9.10 - Average thickness increases of waterstop samples in the third experiment.
................................................................................................................................. 158
1
SUMMARY
Floating bridge concrete must be watertight, durable, workable, and must have sufficient
cohesiveness to prevent segregation in heavily congested deep walls. The mix design must
experience minimal creep and shrinkage to reduce prestress losses, and shrinkage cracking. As a
result of recent concrete research, new mixes were created incorporating various quantities of fly
ash, silica fume, metakaolin, poly-carboxylate ether superplasticizers, and Caltite waterproofing
admixture. This research focuses on concrete with a water binder ratio of 0.33 and a slump in the
range of 8 to 9 inches. Workability characteristics of the fresh concrete are analyzed and
hardened concrete properties tested in this research are compressive strength, chloride ion
permeability, and creep and drying shrinkage properties.
It was found that metakaolin was successful in producing mix designs with similar
properties as Silica fume modified concrete. Satisfactory strength was achieved through
increasing the fly ash and lowering the silica fume contents, though, chloride ion permeability
was negatively affected. The removal of silica fume and the inclusion of Caltite decreased the
concrete’s resistance to chloride ion permeability and produced concrete that failed to attain the
required 28-day ultimate compressive strength of 6500 psi.
The second part of this study focuses on developing an experimental setup to evaluate
products and construction methods to help prevent water leakage through construction joints in
pontoon floating bridges. A pressure system was used to apply significant pressures to concrete
test specimens containing a construction joint. Different products and construction methods were
used in constructing the joints to determine the most effective methods for preventing water
penetration in the field.
The testing results have shown compaction effort is the most important factor in water
leakage through a joint. Increased compaction in laboratory specimens leads to less water
leakage through construction joints. Product selection was ineffective in preventing water
leakage if concrete compaction was inadequate.
2
CHAPTER 1: INTRODUCTION
1.1 BACKGROUND
The State of Washington has been designing and building concrete floating bridges
since 1938. The original Lacey V. Murrow floating bridge opened to traffic in 1940, and
was considered at that time to be one of the most innovative and controversial bridges in
the world (Lwin el al. 1994). Since that time, Washington State has become a worldwide
authority in the design and implementation of this practical and economically viable
structure. Four floating bridges are currently in service in the state including the new
Lacey V. Murrow Bridge, the Evergreen Point Floating Bridge (or the Second Lake
Washington Bridge), the Third Lake Washington Bridge, and the Hood Canal Floating
Bridge.
The most recent of the floating bridges constructed in Washington is the new Lacey
V. Murrow Floating Bridge. During the design phase of this bridge, extensive research
was performed to determine a mix design that would deliver superior performance for the
demands that the structure would experience. The concrete was developed and named
the LVM mix design, representing the bridge in which it was first used, the Lacey V.
Murrow.
The Hood Canal Floating Bridge was originally constructed in 1961 as a vital link
between the Olympic Peninsula and the central Puget Sound region. On February 13,
1979, the bridge was subject to its 100-year design storm and the West half was unable to
withstand the forces induced by the storm; the West half of the bridge was destroyed and
sank. Following this structural failure, the West half was rebuilt and the East half was
rehabilitated to maintain this important structure for the years to come. Currently, the
3
East half of the Hood Canal Floating Bridge is nearing the end of its design life and
scheduled for replacement
1.2 PROBLEM STATEMENT
It is the desire of the Washington State Department of Transportation to use a state
of the art concrete mix design for the floating pontoon sections of the new Hood Canal
Floating Bridge. The LVM mix design has worked well in the past, but there is room for
improvements, which are discussed in detail in the forthcoming pages.
Concrete, similar to most construction materials, deforms under constant load
sustained for a long period. This deformation is known as creep deflection and must be
understood and accounted for in structural design. One main area of impact that creep
has within concrete structures, and in particular prestressed concrete structures, is loss of
prestressing force due to the shortening of the concrete member.
Concrete is very strong in compression resistance, but weak in tension and must be
reinforced with steel. Prestressing is done for the basic purpose of dramatically reducing
or eliminating the tensile force that the concrete member will have to resist during its
design life. The compressive force that is induced into the concrete member through
prestressing is a moderately high, sustained load and, therefore, has the potential to cause
the concrete to creep. When the concrete member length is shortened, the length of the
elastically strained, tensioned cable is shortened as well, reducing the strain in the cable,
and thus reducing the tensile stress. This reduction in tensile stress in the cable translates
to a reduction in compressive stress in the concrete member, which in turn, causes a
stress reversal in the “tensile zone” of that member. If the stress reversal is large, the
4
concrete must resist the tensile force. Tensile forces in the concrete cause cracks to form
and if the cracks become too dramatic, failure would become eminent.
Floating bridges designers throughout Washington State utilize this prestressing
technique to create floating concrete pontoons. These pontoons are essentially hollow,
concrete beams resting on an elastic foundation. The pontoons used as the floating
structure in the Hood Canal floating bridge are 360 feet long, 18 feet high and 60 feet
wide. The length of a pontoon is subdivided into three rows of 14 cells each, with
outside wall and floor thickness between 8 and 12 inches. These pontoons float due to
the buoyant force of the water, and it must be noted that the air filled cells are key to the
equation of equilibrium. With the pontoons being constructed of concrete that has been
prestressed, creep of the concrete will occur. If the concrete creep is not controlled and
prestress loss occurs, cracks can form in the “tensile zones” of these beams. The tensile
zone is generally on the bottom face of the pontoons, as is usually the case with
supporting beams. Tensile zones are also on either of the sides of the pontoon, depending
on the direction of the dynamic forces induced by wind and wave action. If the tensile
stresses are large enough so that the concrete has to resist a portion of it, the concrete may
crack due to its inadequacy in this application. The cracked concrete would allow water
passage into the air filled cells, which will result in undermining the buoyancy of the
structure. Creep must be minimized so that prestress loss is controlled.
Shrinkage must also be analyzed in concrete used for floating bridges. Shrinkage
in concrete can cause large internal stresses in the concrete matrix and which can lead to
cracking. These cracks are passageways for water to penetrate the outer walls of the
pontoons and enter into the cells. Also, the concrete bridge pontoons have differing wall
5
and floor thickness. This difference in thickness can lead to localized stresses due to
shrinkage and lead to differential shrinkage cracking, and thus, allowing water to enter
the pontoon cells. A concrete of low shrinkage potential is necessary for its use in
floating bridges.
The Hood Canal is a body of salt water that is highly corrosive. Care must be taken
such that structural steel is protected. Included in this list of critical steel members are
steel reinforcing bars and steel prestressing tendons within the concrete pontoons. The
chloride ion penetrability of concrete mixes to be used in floating bridges must be tested.
Water leakage through joints in the pontoons of floating bridges has been a
problem in previous pontoon construction projects. Water trapped within pontoons can
cause excessive damage that if left unchecked can lead to pontoon failure. This water
leakage occurs mainly during or immediately after construction of the pontoon causing a
need for expensive post-construction repairs. Currently pontoon joint leakage is halted
through repairs to the inner surface of the pontoons such as through the use of sealing or
epoxy injection after completion.
Research has been performed in the past to improve mix designs for floating
bridges. The new mix designs have improved workability, durability and limit concrete
permeability. Little research has been performed on construction joint improvements.
Construction joint improvements are needed in pontoon floating bridges to reduce water
leakage and thereby reduce maintenance costs while lengthening pontoon service life.
6
1.3 OBJECTIVES
The overall goals of this research are to improve the concrete mix design currently
used in concrete floating bridges and to develop a watertight construction joint for these
bridges. The LVM mix design is used as a baseline for the development of new mix
designs suitable for use in concrete floating bridges. The intent is to explore new
concrete technology and new materials that have emerged since the LVM creation in
1990, and to implement these into LVM alterations. Tests will be performed to
determine properties in each mix and the results will be compared to the performance of
the LVM. Conclusions will be formulated based on these results.
Some concrete properties are of primary importance in selecting a mix design for
use in concrete floating bridges. These properties include fresh concrete workability,
creep, shrinkage, compressive strength, and chloride permeability. Creep of concrete will
be discussed in detail due to the relatively rare implementation of this test into mix design
performance studies.
Research objectives for the study of watertight construction joints include:
1. To investigate different alternatives for developing a watertight construction joint
suitable for floating bridge pontoons.
2. To design a laboratory experiment to simulate water infiltration in concrete
pontoon joints under conditions similar to those experienced in the field.
3. To recommend guidelines for reducing water penetration through a construction
joint to be included in specifications for future floating bridges and other similar
projects.

7
1.4 TASK SUMMARY
This research consisted of six tasks grouped in two phases described below.
Phase 1 – Review and Development
Task 1: Literature Review, Broad Scope
Collect and review relevant literature, mix design specifications, materials, new or
existing products, research findings and current practices used to produce durable
concrete for submerged concrete structures. Also, collect information relevant to
construction joints in submerged concrete structures. The review will focus on current
construction practices for a floating bridge; mix designs used and new or existing
products for sealing construction joints.
Task 2: Literature Review, Concentrated
Utilize the information obtained after the construction of the last floating bridge in
the early 90’s and other recent knowledge to develop new and improved mix designs.
The improvements would be based on high performance concrete (HPC) properties
especially chloride permeability, compressive strength, creep and shrinkage, and self-
consolidation.
Task 3: Review Synthesis
Based on the information gathered in tasks 1 and 2, identify and discuss material
properties, mix proportions and other factors that affect the durability of concrete in a salt
water environment. Also, based on information from manufacturers and product vendors,
a product’s ability to meet the design needs determined during task 1 is quantified.

8
Products are chosen for laboratory testing to determine their ability to reduce water
leakage through a construction joint.
Task 4: Research Development
Develop a detailed experimental work plan to investigate the influence of the
modifications in the mix design on the strength, durability, and long-term properties of
the concrete. In this task, a work plan to determine the effectiveness of different products
at reducing water penetration through the joint is also developed. The work plan will
include specimen dimensions, the design and construction of a water pressure system and
a testing procedure for determining the necessary requirements for passing the tests.
Phase 2 – Realization and Analysis
Task 5: Implementation
Conduct concrete tests including compressive strength, chloride ion permeability,
creep and shrinkage to determine the influence of any modifications to the mix design
performance. This task also includes performing the experiments developed in task three
to determine product effectiveness at preventing water penetration through the joint. The
data gathered from the experiments will be analyzed to determine the most effective
product or construction method for use in the field.
Task 6: Production
The final report documenting research procedure and findings is provided. This
report will include the following: a synthesis of all pertinent literature from Tasks 1 and
2; a detailed documentation of the experimental work plan: materials used, number of
specimens and testing procedures; a statistical analysis of the testing results; proposed
9
methods for improving the performance of the mix design. The final task also involves
developing a set of construction joint procedures or guidelines to be included in the
specifications for the Hood Canal Floating Bridge East Half Replacement Project. The
guidelines will list a set of construction procedures or product guidelines for reducing
water penetration at the joint.
This report is split into two parts. The first part focuses on the concrete mix design
research to improve the LVM and includes Chapters 2 through 5. The second part
focuses on the construction joint research and includes Chapters 6 through 9.
10
CHAPTER 2: LITERATURE REVIEW
This literature review focuses on the key aspects of concrete mix design
development and performance for use in concrete floating bridges. Topics of interest for
this research were a previous floating bridge mix design study and mechanisms of
concrete creep. Other noted literature included admixture and supplementary
cementitious material effects on freshly mixed and hardened concrete properties.
2.1 CONCRETE FOR THE LACEY V. MURROW FLOATING BRIDGE
Concrete for the Lacey V. Murrow floating bridge was first developed with water
tightness and durability of the concrete as the prime importance. The research committee
conducted a concrete mix development program consisting of three phases. The first
phase included the investigation of many trial mixes. These mixes were used to verify
the resulting concrete properties produced by the inclusion of different supplementary
cementitious materials and concrete admixtures. Silica fume was found to reduce
permeability, increase early compressive strengths, reduce bleeding, and increase the heat
of hydration. Fly ash was found to increased workability, reduce heat of hydration, and
increase ultimate compressive strengths of the concrete. Retarders added to the mixes
increased workability, extended slump life, and improved concrete set control.
Superplasticizers increased workability and decreased the water demand for concrete
mixes.
The second phase of the research was to develop the mix design to be used in the
11
Lacey V. Murrow floating bridge. This was done based on the results from the first
phase. Watertightness, durability, constructability, and compressive strengths were the
key properties that were tested in selecting an appropriate mix design. The third stage
involved constructing full size test sections to test the constructability of the concrete
mix. Wall and slab sections were built and the mix design was evaluated for
effectiveness for the particular application of floating bridges.
The general mix design was created using the three phases for research. WSDOT
and fellow researchers set minimum and maximum quantity extents on different concrete
constituent proportions to be used in the contractor specified mix design. Proportions
selected by the project contractor and approved for use were as follows:
Portland cement type II: 624 lb
Silica Fume* (AASHTO M307): 50 lb
Fly Ash Class F (AASHTO M295): 100 lb
Paving Sand (WSDOT Class 1): 1,295 lb
Coarse Aggregate** (3/8 inch max agg.): 1,770 lb
Water: 225 lb
Water Reducer (ASTM C494, type A or D): 965 mL (25 oz)
Superplasticizer (ASTM C494, type F or G): 5065 mL (131 oz)
Air Entrainment: none
Water/Cementitious Material ratio: 0.33
Slump: 7 in.
*- Silica Fume slurry – 45% Silica fume solids, water and a small amount
of superplasticizer
**- Gradation similar to that of ½ inch coarse aggregate
12
2.2 CREEP OF CONCRETE
Creep is defined by a deformation occurring under, and induced by, a constant
sustained stress. Creep strains are considered proportional to the applied stress for stress
values below 0.40*f’c (Carriera et.al. 2000). According to the Portland Cement
Association, the amount of creep is dependant upon the magnitude of the applied stress,
the age and strength of the concrete when the stress is applied, and the length of time the
concrete is stressed. Other factors that affect the creep potential of concrete have to do
with the quality of the concrete and the conditions of exposure. These factors include:
type, amount and maximum size of aggregate; type of cementitious materials; amount of
cement paste; volume to surface ratio of the concrete element; amount of steel
reinforcement; curing conditions prior to the load application; and the ambient
temperature and humidity (Design and Control of Concrete Mixtures, PCA, p269).
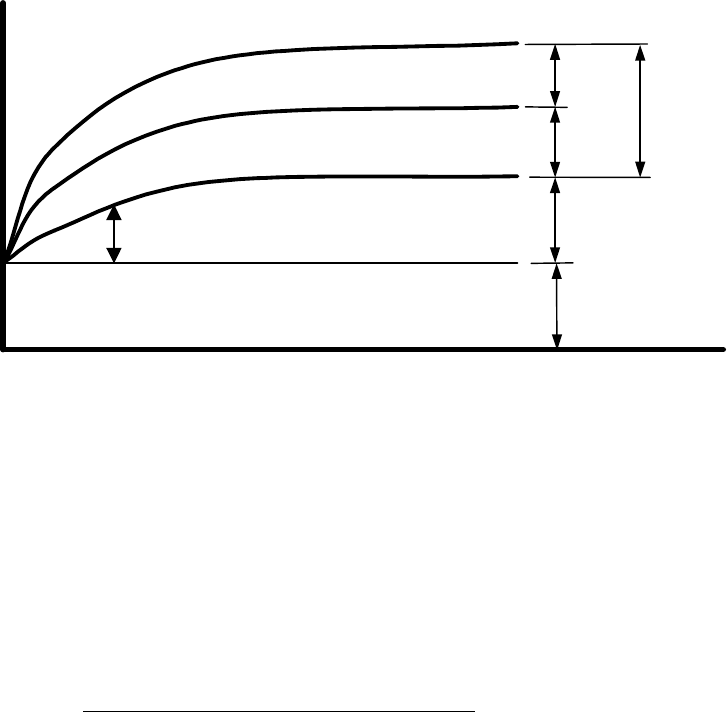
A paper by Dilger and Wang (2000) provided definitions of creep terminology.
Basic creep is the creep without moisture exchange between the concrete and the ambient
environment. Drying creep is the additional creep caused by drying, i.e. by the loss of
moisture to the environment. Total creep of the concrete exposed to the environment is
the sum of basic and drying creep. The quantities defined here can be seen graphically in
Figure 2.1. The statement was made that high performance concrete (HPC) behaves
differently than normal strength concrete and therefore, property characteristics are
different with time. The current prediction models in codes and practice at the time this
paper was written did not apply to HPC. New creep prediction model equations are
provided in this paper for the use with high performance concrete.
13
Time (t-t0)
Strain
t0
Drying
Creep
Total
Creep
Initial
Elastic
Strain
Shrinkage
Basic
Creep
Figure 2.1 - Concrete Time Dependant Strains
In the book Creep of Plain and Structural Concrete, Neville, Dilger and Brooks
(1983) asserted that the deformation characteristics of a material are a critical element in
the knowledge of their behavior and an essential feature of their properties. The authors
insisted that creep deformation could be substantial and must be taken into account in
addition to initial elastic strain. This is demonstrated by sited test results showing creep
strains after one year of load as high as 2 to 3 times that of the initial elastic strains. A
fundamental generalization was made claiming hydrated cement paste is the seat of
concrete creep. This statement has been verified by tests cited in this book researching
creep of concrete with varying degrees of hydration.

14
Brooks and Neville (1975) studied concrete creep with the intent developing
extrapolation equations to estimate long-term creep from short-term tests. They
determined that creep and shrinkage at one year could be predicted from measured values
at between seven and 28 days by means of linear and power equations. From their
research, conclusions were made that creep tests of approximately 100 days can be used
to very accurately predict the values at 1 year with an acceptable error coefficient. They
surmised that 1-year deformation, measured in microstrain, could be predicted from
experimentally determined 28-day values by the use of the following equations:
• basic creep: c
365
=6.0+1.59c
28
• total creep: c
365
=18.4+1.70c
28
and further extrapolated to:
or
)(45.1
45.15
)(15.1
4.57
365
6.0
6.0
365
Meyersc
t
t
c
Rossc
t
t
c
t
t
>−
+
=
>−
+
=
with an error coefficient of :
(
)
n
cc
c
M
t
2
1
−
= c=actual creep after 1 year
c
t
=predicted creep after t days
n=number of tests

15
Brooks and Neville (1978) wrote a second paper with the intent of verifying or
altering their previous prediction equations using a larger database of creep test results.
The equations in this paper are based on 5-year creep data. The equations are provided to
predict creep and shrinkage at any age up to 5 years from values determined
experimentally at 28 days, within quoted accuracies. It should be noted that these
equations are different from those previously published. The results are statistically
based on a 95% confidence interval. The relationships are sensibly independent of mix
properties, type of aggregate, size of specimen and age at testing. The expressions
provided in this paper are as follows:
basic creep- c
t
=c
28
*0.50t
0.21
; M
bc
=16%
total creep- c
t
=c
28
[-6.19+2.15ln(t-t
28
)]
1/2.64
; M
tc
=19%
shrinkage- ε
sh
(t,t
sh,0
) = A′(ε
sh28
)
a′
; M
sh
=14%
where A′ = [1.53log
e
(t-t
sh,0
)-4.17]
2
and
)(log2.2990.2
100
0,she
tt
a
−+
=
′
Brooks and Neville noted that improved prediction accuracies can be obtained by
increasing the duration of the short-term test, but testing costs increase with test
continuance. The required accuracy for the particular application must be assessed so
that appropriate creep test duration can be determined.
2.2.1 CREEP AFFECTED BY CONCRETE COMPOSITION
Zia (1993) made generalizations about concrete creep in High Performance
Concrete, A State of the Art Report. These are similar to the generalizations that can be
16
made about shrinkage of concrete. Main points included were: when the water to cement
ratio is increased, the creep potential of the concrete is increased; when the cement
content is increased, the creep potential of the concrete is increased; with an increase in
aggregate content and stiffness, creep is decreased due to the restraining action of the
aggregate.
Collins (1989) studied high strength concrete mixes with compressive strengths
between 8,700 and 9,300 psi were tested. Test results of the different mix designs
showed that creep was less for concrete mixes with lower cement paste content and larger
aggregate. The tests also showed that creep was not significantly affected by the
inclusion of a high range water reducer into the mix design.
Carrette, Bilodeau, Chevrier, and Malhotra (1993) tested high performance
concretes with high volumes of fly ash. Concrete mixes had excellent mechanical
properties with relatively low levels of creep deformation.
Zia (1993) researched high strength concretes with different aggregate types
including crushed granite, marine marl, and rounded gravel were evaluated for creep
deformation. These high strength concretes, with compressive strengths exceeding
10,000 psi, showed creep strains ranging from 20% - 50% of that of ordinary concrete.
The concrete consisting of marine marl aggregate had a much higher specific creep than
that of either the crushed granite of the rounded gravel concretes.
17
The forth chapter of a book by Neville, Dilger, and Brooks (1983) discussed the
influence of aggregate on creep. The authors’ findings based on prior research was that it
is acceptable to assume that the maximum size and grading of aggregate do not affect
creep given that full compaction within the concrete has been achieved.
Brooks (1999) assessed the affects of admixtures and supplementary cementitious
materials by a relative deformation approach. This was done by comparing the
deformation of the admixture concrete with that of the control concrete having the same
mix proportions by mass, with ultimate values for creep obtained by extrapolation.
Various chemical admixtures were tested and it was determined that no
significant differences in creep strain occurred between types of plasticizers and
superplasticizers. However, a general increase in creep of 20% was shown, as compared
with the control concrete having the same mix proportions (σ=23%). The likely reason
for this increase is thought to be the chemical admixture ability to entrain air, which in
turn makes the hardened cement paste weaker. However, a point of note is that this
increase of 20% is conflicting within the article and may be a decrease of 20%. This
should be investigated further to determine the correct finding.
Blast furnace slag, fly ash, and silica fume, were used as supplementary
cementitious materials in the test mixes in this paper as well. The inclusion of blast
furnace slag (BFS) showed a decrease of average ultimate creep with an increase of
replacement of cement with slag. Shrinkage of the concrete was unaffected by the
increase in slag content. It was also shown that with BFS, lower creep values were
associated with slower development of strength. Fly ash concrete was shown to have
18
reduced average ultimate creep values with an increase of the cement replacement
percentage with fly ash. This trend was explained by looking at the concrete strength
development: fly ash concrete continues to develop strength through a very long
hydration process. As was the case with BFS, shrinkage was unaffected by the use of fly
ash in the concrete mix. A small reduction in creep was shown for small quantities of
cement replacement with silica fume. Creep increases with silica fume replacement of
over 16% of ordinary Portland cement.
Brooks and Neville (1992) published findings for creep deformations determined
first hand as well as findings published by other researchers. The results were
summarized into effects of different admixtures and different supplementary cementitious
materials separately. Water reducers showed a very wide range of effects on concrete
creep. Results of various tests ranged from 34% to 166% of creep strain, as compared to
a reference mix. However, water reducers created from different chemical bases showed
differing results. Lignosulphonate admixtures lead to a higher basic creep than
carboxylic acid admixtures. Carboxylic acid admixtures often result in a reduction in
basic creep compared with plain concrete. No consistent trend for concrete creep can be
observed when there is a change in cement paste content, in the type of aggregate, or in
cement composition.
There have been no publications regarding retarding admixtures (ASTM C494-82
type B) and their effect on concrete creep. Calcium chloride used as an accelerator has
been shown to increase creep in the range of 122% to 136%. Lignosulphonate /
triethanolamine based accelerators increased basic creep in the range of 110% to 125%
19
and affected total creep (under drying conditions) in the range of 92% to 135%. A wide
variation of relative deformations have been shown for superplasticizer inclusion in
concrete mixes, however, an increase in concrete creep is the general trend.
Fly ash, blast furnace slag, and silica fume were the supplementary cementitious
materials reviewed in this paper. Fly ash concrete has shown reduced creep values for up
to 35% ordinary Portland cement replacement. Reduced creep values have been shown
for blast furnace slag with replacement quantities of up to 75% of ordinary Portland
cement. With 30% of ordinary Portland cement replaced by silica fume and various
water cement ratios, approximately 50% more creep was observed under drying
conditions after moist curing. Less basic creep was observed for the silica fume concrete
if the concrete was autoclaved, but more basic creep occurred after moist curing.
Brooks (2000) reviewed different admixtures and supplementary cementitious
materials for their effect on concrete creep. Lignosulphonate and carboxylic acid water
reducers both result in greater mean deformations, however the results were not very
different between the two admixtures or their respective control concretes. Sulfonated
melamine formaldehyde condensates (SMFC), sulfonated naphthalene formaldehyde
condensates (SNFC), and copolymers used as superplasticizers all showed a general
increase in the mean creep deformation compared with plain concrete. However, the
basic creep of concrete with the copolymer admixture was not significantly different from
that of plain concrete. Ground granulated blast furnace slag (GGBFS) tended to decrease
total creep as the slag levels increase in the concrete mix, but only for low water cement
ratios. For higher water cement ratios, creep appears to increase. It has been determined
20
that fly ash inclusion into concrete mixes reduces basic creep. Silica fume used as a
supplementary cementitious material increases basic creep as the silica fume content
increases. However, total creep decreases for low levels of silica fume. Autoclaved
concrete showed a large reduction in creep at high levels of silica fume addition, up to
about 30%. Relationship equations were included in this article to estimate creep based
on the replacement percentages of ordinary Portland cement with the supplementary
cementitious materials.
Based on the results of this research, Table 2.1 was created and included in the
article showing the general influence trends that the admixtures and supplementary
materials have on concrete creep. The variable R in the table stands for replacement
percentage
Table 2.1 - Trends in Concrete Creep
Ingredient
Basic
Total
Plasticizers/
Superplasticizers
decrease with No
increase of R Change
decrease with decrease for
increase of R R>=10%
increase with R>7.5% increase with R>15%
no change for R<7.5%
decrease for R<15%
Silica Fume
Fly Ash
Blast Furnace Slag
Creep at constant stress-strength ratio
increase by 20% increase by 20%
.
Khatri (1995) studied a concrete mix with water to cementitious material ratio of
.35, and a constant binder content of 430 kg/m
3
. Results of this study showed that silica
fume at about 10% replacement marginally decreased the workability of the concrete but
significantly improved the mechanical properties. These improvements included a
21
decrease in creep at all ages and refined pore size, which increases the concrete
compressive strength. The strain due to creep was said to be caused by the removal of
adsorbed water. When silica fume was added to high slag concrete, the creep was not
affected. When a ternary mixture, or one with three cementitious materials, was created
containing fly ash, general-purpose cement, and silica fume, strain due to creep was
increased.
A study performed by Jianyong and Yan (2001) was a comparison of the creep of
different materials used as concrete binders. The materials of interest included ordinary
Portland cement (OPC), ultra fine ground granulated blast furnace slag (GGBS), and
silica fume (SF). The creep tests were performed at a temperature of 20±3°C, with a
testing duration of 180 days, and the test cylinders were loaded at 40% of their respective
28 day compressive strength. For comparison, drying shrinkage specimens were studied
simultaneously in the same environmental conditions as the loaded creep specimens. The
strains due to creep and shrinkage were measured using a mechanical comparator. In this
study, replacing OPC with 30% (by weight) GGBS and 10% (by weight) SF delivered the
best results for creep strain. The proportions of material for this mix was 360 kg/m
3
OPC, 180 kg/m
3
GGBS, 60 kg/m
3
SF, and 156 kg/m
3
of water, producing a water to
cementitious material ratio of 0.26.
The mineral and chemical admixtures examined in the study by Memon, Radin,
Zain and Trothier (2002) included fly ash, ground granulated blast furnace slag, silica
fume, and superplasticizers. Blended mixtures, or a combination of the mineral and

22
chemical admixtures, performed better in strength and showed a general result of lower
permeability. This result was achieved by greater pore refinement due to the better
distribution of particle sizes in the blended mixes.
Ramachandran (1995) discussed concrete creep in the Concrete Admixtures
Handbook for various reasons having to do with the causes and effects that mix design
and proportioning have on the creep potential of the concrete. Summaries of the author’s
conclusions based on previous studies are divided into admixture categories below.
• Accelerators
Based on previous tests, calcium chloride and triethanolamine admixtures
increase the creep of concrete. With 1.5% CaCl
2
addition, the percentage increase in
creep of the concrete cylinders loaded at 7 and 28 days was 36% and 22 % respectively.
Creep was increased by triethanolamine only at early age loading (7 days) when
lignosulfonate was added to the concrete as well. Calcium formate addition tends to
increase shrinkage.
• Water reducers / Retarders
Listed in this section of the book were several of the basic causes of concrete
creep. Factors listed were type of cement, mix composition, type of cement, age at
loading, degree of hydration at loading, incremental hydration under loading, moisture
loss from concrete under sustained load, and movement of moisture in the cement gel
under conditions of hygral equilibrium between the ambient medium and the concrete.
Studies have shown that lignosulfonate admixtures increase the rate and total creep for
concrete with type I cement but there is no significant effect with type V cement. The
23
rates and formation changes of the hydration process caused by water reducers and
retarders altars the creep potential of a concrete when loaded at different times or ages
with a sustained load. Hydroxycarboxylic acid based water reducers/retarders tend to
increase long term creep except for lightweight concrete, however the initial creep rate is
low. The claims were made that in general, water reducers have either no effect or they
increase the creep of concrete and retarders increase the creep of concrete.
• Superplasticizers
The author of this section observed that superplasticizers generally decrease
shrinkage of concrete, though exceptions do occur. The general consensus is that the
addition of superplasticizers into a mix results in approximately the same creep as the
reference mix. In on instance, an identical mix design was altered three times by adding
one different chemical superplasticizer at a time. The superplasticizer based on
melamine added into the mix decreased creep, one based on napthalene showed
approximately the same creep as the reference and one based on Lignosulphonate
increased the creep of the concrete mix.
• Air Entrainment
The use of air entrainment is not permitted in the LVM concrete mix and is not an
important factor for the creep of concrete.
• Polymer modified Concrete
In general the use of polymers to modify a concrete mix design leads to large
creep deformations. Catastrophic failures of the concrete occur at 50°C
• Mineral Admixtures
24
The mineral admixtures of interest in this book are fly ash and silica fume, and are
used as supplementary cementitious materials. A study showed that fly ash type F with
replacement values of up to 15% of the ordinary Portland cement, the creep remains the
same. When more than 15% of the OPC by weight is replaced by fly ash type F, the
creep is slightly higher. High strength concretes containing silica fume were shown to
have significantly less creep than normal strength concretes due to the fact that SF
accelerates the strength development of the concrete. The general trend of concrete is
that as compressive strength of the concrete increases, the creep potential of the concrete
decreases.
2.2.2 CREEP RELATED TO COMPRESSIVE STRENGTH AND SHRINKAGE
Zia (1993) reported a trend in concrete creep that for higher strength concrete,
creep potential is lower. Another important trend is that creep deformations are similar
for silica fume concrete, fly ash concrete, and ordinary Portland cement concrete with
similar compressive strengths.
A study by Paulson, Nilson and Hover (1991) dealt with the long-term deflection
of high strength concrete beams. The study showed that the creep coefficient for high
strength concrete under steady and continuous axial compression was considerably less
than the creep coefficient of ordinary strength concrete.
The research done by Yamamoto (1990) demonstrated that creep deformation of
high strength concrete columns was much less than that of normal strength concrete.
25
Burg and Ost (1994) studied the engineering properties of five high strength
concrete mixes. The concrete had components of no mineral admixtures, silica fume
only, or both fly ash and silica fume in addition to the ordinary Portland cement. The
creep strain was measured under about 39% of f’
c
(at 28 days) for a test duration of 430
days, and then unloaded so that creep recovery was measured. Specific creep was
determined to be the lowest for the concretes with the highest compressive strengths.
This was attributed to the paste composition and internal structure of the concrete.
Specifically, proportions of the mix (per cubic yard) with the lowest creep values were
800 lbs of cement type I, 125 lbs of silica fume, 175 lbs of fly ash, 425 fl oz. of high
range water reducer, 39 fl oz of retarder type D, a water to cement ratio of 0.318 and a
water to cementitious material ratio of 0.231. The value of the specific creep for this mix
was .24 millions of an inch/psi.
Neville, Dilger and Brooks (1983) reviewed research of the influence of stress
strength ratios and concrete age effects on creep. The authors placed the linear
relationship between concrete creep and applied stress from a ratio of about 0 to between
0.30 and 0.75. Above that limit of linearity, creep increases with stress at an increasing
rate. Also determined was that for a given stress strength ratio, creep is the same
regardless of how strength or stress have been altered, as long as their ratio is the same.
When humidity is a variable in research, it can be said that the relation between
creep and stress to strength ratio seems to be approximately the same for different relative
humidity values, provided considerable shrinkage does not occur. For this to occur, the
26
concrete must reach hygral equilibrium with the medium prior to the application of the
load.
Regarding age at application of load, loading older concrete would definitely tend
to decrease creep due to the more mature hydration. After about 28 days, however,
differences are minor since strength gain is very slow at this point and the concrete
hydration is more mature. The creep at this point is only really dependant on the stress to
strength ratio. A section on maturity of concrete was included and the term reflects the
degree of hydration and therefore the amount of cement gel in the concrete matrix. It has
been shown that strength and maturity are not linearly related, and it is the maturity of the
hydration, not the strength of the concrete, that is the fundamental factor of creep.
Persson (2001) performed an experimental and numerical study on the similarities
and differences in mechanical properties of self-compacting concrete (SCC) and normal
compacting concrete (NCC). Properties of interest included strength, elastic modulus,
creep and shrinkage. Eight mix designs were tested with water-cementitious material
ratios ranging from .24 to .80. Four mixes were self-compacting and each of these mixes
had a corresponding normal compacting concrete of similar water-cementitious material
ratio. To increase the viscosity of normal compacting concrete, fillers such as fly ash and
silica were used, in addition to superplasticizer introduction into the mixes. Spring
loading frames were used to perform the creep tests, and parallel specimens were used to
study shrinkage. For creep analysis, four different stress levels were studied including
0.20, 0.40, 0.55, and 0.70. Several conclusions reached as a result of this on going study.
First, the creep, shrinkage and elastic modulus of the two types of concrete corresponded
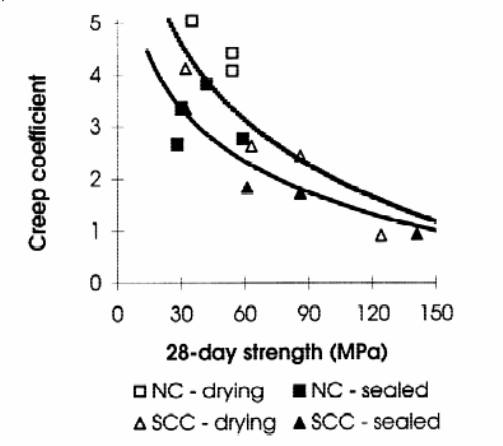
27
well when the strength was held constant. When the strength loading for the creep tests
was held constant, the creep coefficient of mature concrete was similar between the two
types of concrete. The creep coefficient of concrete increased greatly, when the concrete
was loaded at a young age, though this increase was similar for both types of concrete.
When the compressive strength of the concrete was high, the creep coefficient was
greatly reduced, which is similar to many results from previous literature. A graphical
display of these findings is shown here in Figure 2.2.
Figure 2.2 - Compressive Strength vs Creep Coefficient (Persson)
Zia (1993) surmised that concrete resistant to shrinkage also has low creep
potential.
28
2.3 OTHER CONCRETE MATERIALS AND ADMIXTURES
Metakaolin is a highly effective pozzolanic material that can be used as a
supplementary cementitious material. Brooks and Johari (2001) found that total creep,
basic creep, as well as drying creep were significantly reduced particularly at higher
metakaolin replacement levels. This effect can be attributed to a denser pore structure,
stronger paste matrix, and improved paste aggregate interface of the metakaolin concrete
mixtures. This is a result of the formation of additional hydrate phases from secondary
pozzolanic reaction of metakaolin and its filler effect. The research showed the 200-day
drying creep was reduced for metakaolin concrete at high levels of replacement (15%
ordinary Portland cement replacement). Shrinkage tests showed an increase in total
autogenous shrinkage at the 5% replacement level, but at the higher 10 to 15% levels of
replacement, total autogenous shrinkage was decreased.
Calderone, Gruber and Burg (1994) discussed some general properties of high
reactivity metakaolin (HRM) and its effect on freshly mixed and hardened concrete.
HRM is not an industrial byproduct, as are many other supplementary cementitious
materials. HRM is specifically manufactured for its particular uses, is nearly 100%
reactive, and conforms to ASTM C618, class N pozzolan specifications. This study
compares the relative performance of five mixtures produced with HRM and silica fume
at various contents including two mixes with HRM, 5% and 10% replacement, two mixes
with silica fume, 5% and 10% replacement, and one control mix with neither HRM nor
silica fume. The required additions for high range water reducer (HRWR) are 25% to
29
35% less for mixes containing HRM than for the mixes containing SF to obtain similar
slumps. The HRM mixes were also less sticky and provided similar set times to that of
SF concrete. The HRM concretes had higher compressive strengths, lower chloride ion
penetration, and similar drying shrinkage to the SF concrete with values for 28-day
shrinkage of 280 microstrain for the metakaolin concrete and 260 microstrain for the
silica fume concrete. The values for shrinkage for the two mixes were equal after 156
days of drying. HRM used in powder form was in some cases better than the SF in slurry
form.
The conclusions of a study by Ding and Li (2002) were that metakaolin is
comparable to silica fume as a supplementary cementitious material, but is lower in price.
Metakaolin is produced by a well-controlled manufacturing process, and is typically
incorporated into concrete to replace 5-20% by weight of cement. Ding and Li
systematically studied and compared the effects of metakaolin as a cementitious
replacement to those effects of silica fume. Seven mix designs were created using 0, 5,
10, and 15% ordinary cement replacement by metakaolin or silica fume. All of the mixes
had a water to binder ratio of 0.35, a sand to aggregate ratio of 0.40, 1.0% (by weight of
cement) addition of napthalene sulfonate-based superplasticizer, and 0.25% addition of a
set retarder.
All of the metakaolin concrete mixes had much higher slump values than that of the
silica fume concrete mixes, and they showed higher slump values than the control mix at
the 5 and 10% levels. The compressive strength test results indicated that the
introduction of metakaolin into concrete produces much higher strength than the control
30
at all levels, and very similar results to that of the silica fume concrete at the same
replacement levels.
Metakaolin concrete shows a faster initial rate of shrinkage than the control and the
silica fume concrete, but the rate levels off within days and leads to lower values over
time. The results showed lower values for shrinkage for greater levels of replacement of
cement with metakaolin, and the same was true for silica fume. The lowest shrinkage
values observed were from the mix with 15% metakaolin replacement.
The tests for chloride diffusivity showed that metakaolin is less effective than silica
fume at all similar replacement levels, but is still better than the control mix. After 90
days of observation, the 15% replacement levels of metakaolin and silica fume had
equivalent values for chloride diffusivity.
The purpose of a study by Sicker and Huhn (1997) was to characterize the
influence of silica fume and high reactivity metakaolin and of superplasticizers on the
rheological properties of mortars by means of fluidity measurements. New generation
superplasticizers such as polycarboxilic ether based superplasticizers were compared with
the commonly used, older types. The effect of superplasticizers in fresh concrete is a mix
with significantly lower flow resistance, while the viscosity remains almost unchanged.
Thus, the risk of segregation is no greater, as it would be with the addition of water. The
rheological properties of mortars are extremely dependant on the type of superplasticizer
and pozzolans in the mix design. The results of this study indicated that concrete made
with metakaolin and the polycarboxilic ether based superplasticizers had the longest
effective period for good rheological performance.
31
A study by Feng, Chan, He, and Tsang (1997) showed that when 10% of ordinary
Portland cement was replaced by an equal weight of shale ash, the compressive strength
of the concrete increased 5 to 10%. Oil shale ash is an industrial waste product that can
be utilized as a pozzolana and can also be used as a carrier for superplasticizer to form a
carrier-fluidifying agent (CFA). When the shale ash was used as a carrier for the
superplasticizer, the resulting CFA could control slump loss. One such test showed that
when a 1.5% dosage of CFA was used, the slump was maintained for 90 minutes.
Xu and Chung (2000) performed research to show the effects of silica fume as a
supplementary cementitious material in concrete. The research was also to show the
increased benefits of using silane in conjunction with the silica fume. Silica fume was
shown in this paper, and has been shown in applications previously, to have significant
effects on the properties of the resulting concrete mixes. It has also been shown to
degrade the workability of the concrete.
Silane is a concrete additive that can be introduced in two ways: first in the form
of a coating on the silica fume particles, and second in the form of an admixture. Both of
the methods of silane uses were shown to enhance the workability and increase the
strength of the concrete. The method of coating the silica fume with silane was shown to
be the better method in terms of mechanical properties; however, this method is more
difficult to perform in the mixing process. There was no data recorded for creep effects
but the results for shrinkage in the concrete containing silane and silica fume showed an
improvement over the concrete mixes with no silane.
32
CHAPTER 3: EXPERIMENTAL METHODS
3.1 MATERIALS AND MIX DESIGNS
Concrete used in floating bridges must be designed with compressive strength,
durability, and long-term properties as the critical factors for successful performance.
The LVM mix design, of which the origin was previously described in detail, has these
characteristics and was used as the reference mix for use in the development of new mix
designs. The LVM concrete is Mix Design number 1 and Mix Design number 5 in this
research. The concrete constituent quantities are shown in Table 3.1 and Table 3.5.
During the construction of the Lacey V. Murrow floating bridge, Wiss, Janney,
Elstner Associates (WJE), Inc analyzed the suitability of the mix design. Within their
published report (1993), they discussed mix design development, suitability testing
criteria, and the conclusions based on their findings. This report included several
recommendations for future construction of watertight structures. It was stated that mix
alterations could be made such that the silica fume content be reduced to the 4 to 5
percent level and fly ash content be increased to 200 or more pounds per cubic yard.
They anticipated that this change could be made without impairing the permeability of
the concrete and would still maintain the other desirable qualities of the LVM mix. WJE,
Inc recommended that further tests be done to verify this conclusion. This LVM
alteration is labeled WJE, Inc mix design and is mix number 2 in this study. The
quantities can be found in Table3.2.
Based on the findings of the literature review, concrete products were found that
were not used in practice when the LVM mix was first developed. New mix designs
33
were formulated for the purposes of this research based on previous successes of the
relatively new products. Metakaolin is a product that is currently being developed and is
used as a supplementary cementitious material much like silica fume. The report findings
listed in the literature review proved metakaolin to be a viable material for use in
concrete floating bridges. It was also recommended that additional research on this
product would be valuable. Two mixes, one with 5 percent ordinary Portland Cement
(OPC) replacement and one with 10 percent OPC replacement were designed. These
replacement values were selected so that nearly direct comparisons could be made to the
WJE, Inc mix, which was designed with 5 percent OPC replacement with silica fume,
and the LVM mix, which was designed with about 8 percent OPC replacement with silica
fume. The mix designs incorporating metakaolin are numbers 3 and 4 and can be seen in
Table 3.3 and Table 3.4, respectively.
A concrete waterproofing admixture that has been of interest to many developers
is Everdure Caltite. Traditional means of creating a waterproof concrete structure has
been the use of external membranes or surface treatments. As was mentioned previously,
silica fume and metakaolin are also effective in reducing the permeability of concrete, but
in a different way. Caltite was incorporated into two of the mix designs tested in this
study. The first mix utilized the LVM mix design quantities, with some of the mix water
replaced with equal parts of the Everdure Caltite. The replacement quantity was
consistent with the recommended Caltite to concrete ratio or 6 gallons of Caltite for every
cubic yards of concrete. This mix design can be seen in Table 3.6. The second Caltite
mix design, and the final mix incorporated into this study, was studied for its properties,
as the other mixes were, but was intended to be a cost saving mix. The mix design would
34
be the same as the LVM, though it would not contain silica fume. The concrete
quantities for this mix can are shown in Table 3.7. The cementitious material quantity is
slightly less than the LVM parent mix. It was anticipated that this mix design would
produce concrete strength in excess of the required 6500 psi. Workability properties
would be similar to the LVM and the level of chloride ion penetration would be
acceptable as well due to the presence of Caltite. The Caltite quantity was as before, 6
gallons per cubic yard of concrete.
This research necessitated the casting of nine concrete test cylinders for each mix
design to be studied. Seven of the cylinders were standard 6 by 12 inch specimens, and
two of the cylinders were standard 4 by 8 inch specimens. Three of the seven 6 by 12
inch cylinders were needed to obtain an average ultimate compressive strength value for
each mix design. The remaining four cylinders were used for the creep tests: two
cylinders for the total strain measurements and two companion cylinders for the
shrinkage measurements. The two 4 by 8 inch specimens were required for the chloride
ion penetration tests. All the cylinders were cast in vertical, one-time-use plastic molds.
The course and fine aggregate used in the concrete of the LVM floating bridge
had the gradations listed in Table 3.7. Coarse and fine aggregates used in this research
were from Glacier Northwest in Dupont, Washington. This is the anticipated stockpile
that will be used for the actual concrete used in the floating bridge construction and had
gradations very similar to that of the original LVM mix. The quantities were entered into
an aggregate spreadsheet to determine the effectiveness of the gradations and the results
were plotted on a gradation power chart to graphically display the results. The
spreadsheet format can be seen in Table 3.8.
35
The ordinary Portland cement used in the original LVM mix design and required
was OPC Type II. According to the Portland Cement Association, type II Portland
cement generates less heat at a slower rate and has a moderate resistance to sulfate attack.
A lower heat of hydration is beneficial in large structures to avoid shrinkage cracking.
Resistance to sulfate attack in a harsh environment is critical for the durability of
hardened concrete.
As a result of conclusions reached from the literature review, a relatively new
superplasticizer was selected for use in this research. Polycarboxylic-ether based
superplasticizers produce concrete with more desirable concrete workability
characteristics than the older lignosulfonate, naphthalene, or melamine based
superplasticizers. The superplasticizer used in all mixes tested was Glenium 3000.
Based on the effectiveness of this product, it was determined that no normal range water
reducer would be necessary in LVM mix or any of the new mix designs.
36
Table 3.1 – Mix #1 LVM Mix Design, Reference Mix Design
mix proportions
Concrete Constituent
lbs / 1 yd
3
Course Aggregate 1770
Fine Aggregate 1295
Portland Cement Type II 624
Silica Fume (AASHTO M307) 50
Fly Ash (AASHTO M295) 100
Water (Total) 255
Water Reducer (ASTM C494) none
Superplasticizer (ASTM C494) 5.5 floz/cwt
w/c ratio= 0.329
slump = 8.0"
Table 3.2 – Mix #2 1st Alteration - WJE, Inc. Report Recommendation
mix proportions
Concrete Constituent
per 1 yd
3
Course Aggregate 1770 lb
Fine Aggregate 1295
Portland Cement Type II 540
Silica Fume (AASHTO M307) 35
Fly Ash (AASHTO M295) 200
Water (Total) 255
Water Reducer (ASTM C494) none
Superplasticizer (ASTM C494) 4.3floz/cwt
Caltite none
w/c ratio= 0.329
slump = 7.5"

37
Table 3.3 – Mix # 3 - 2nd Alteration - Metakaolin - 5% OPC Replacement
mix proportions
Concrete Constituent
per 1 yd
3
Course Aggregate 1770 lb
Fine Aggregate 1295
Portland Cement Type II 636.3
Silica Fume (AASHTO M307) none
Fly Ash (AASHTO M295) 100
Metakaolin 38.75
Water (Total) 255
Water Reducer (ASTM C494) none
Superplasticizer (ASTM C494) 5.5floz/cwt
Caltite none
w/c ratio= 0.329
slump = 9.0"
Table 3.4 – Mix # 4 - 3rd Alteration - Metakaolin - 10% OPC
Replacement
mix proportions
Concrete Constituent
per 1 yd
3
Course Aggregate 1770 lb
Fine Aggregate 1295
Portland Cement Type II 597.5
Silica Fume (AASHTO M307) none
Fly Ash (AASHTO M295) 100
Metakaolin 77.5
Water (Total) 255
Water Reducer (ASTM C494) none
Superplasticizer (ASTM C494) 7.0floz/cwt
Caltite none
w/c ratio= 0.329
slump = 8.5"
38
Table 3.5 – Mix # 5 - LVM Mix Design #2 - Reference Mix Design
mix proportions
Concrete Constituent
per 1 yd
3
Course Aggregate 1770 lb
Fine Aggregate 1295
Portland Cement Type II 624
Silica Fume (AASHTO M307) 50
Fly Ash (AASHTO M295) 100
Water (Total) 258.66
Water Reducer (ASTM C494) none
Superplasticizer (ASTM C494) 5.5floz/cwt
Caltite none
w/c ratio= 0.334
slump = 8.5"
Table 3.6 – Mix # 6 - 4th Alteration - LVM Mix with Caltite Admixture
mix proportions
Concrete Constituent
per 1 yd
3
Course Aggregate 1770 lb
Fine Aggregate 1295
Portland Cement Type II 624
Silica Fume (AASHTO M307) 50
Fly Ash (AASHTO M295) 100
Water (Total) 222.12
Water Reducer (ASTM C494) none
Superplasticizer (ASTM C494) 5.5floz/cwt
Caltite 6 gallons
w/c ratio= 0.351
slump = 8.5"
39
Table 3.7 – Mix # 7 - 5th Alteration - Caltite Mix Design
mix proportions
Concrete Constituent
per 1 yd
3
Course Aggregate 1770 lb
Fine Aggregate 1295
Portland Cement Type II 624
Silica Fume (AASHTO M307) none
Fly Ash (AASHTO M295) 100
Water (Total) 154.64
Water Reducer (ASTM C494) none
Superplasticizer (ASTM C494) 6.3floz/cwt
Caltite 6 gallons
w/c ratio= 0.282
slump = 9.0"
Table 3.8 - Aggregate Gradations
Course Aggregate
Weight
Sieve Percent Passing
Size Passing (lbs)
5/8 100% 1770
1/2 97.40% 1724
3/8 82.80% 1466
1/4 32.00% 566
#4 5.30% 94
#6 1.00% 18
Total Weight
1770.0
Fine Aggregate
Weight
Sieve Percent Passing
Size Passing (lbs)
#4 97.60% 1264
#8 76.10% 985
#16 55.30% 716
#30 35.60% 461
#50 13.30% 172
#100 2.70% 35
#200 0.70% 9
Total Weight
1295.0
40
Table 3.9 - Total Aggregate Blend Gradation
B L E N D R E Q U I R E D - %
1-1/2" X 3/4"
3/4" X #41/2" X #4
3/8" X #4
Bldg-sand
Pavg-sand
0 0 58 0 42 0 100
ACCUMULATED P E R C E N T P A S S I N G
B L E N D E D
SIEVE SIZE
1-1/2" X 3/4"
3/4" X #41/2" X #4
3/8" X #4
Bldg-sand
Pavg-sand
A G G'S
(us) (mm)
1-1/2" 37.500 100.00 100.00 100.00 100.00 100.00 100.00 100.00
%
1.0" 25.000 100.00 100.00 100.00 100.00 100.00 100.00 100.00
%
3/4" 19.000 100.00 92.10 100.00 100.00 100.00 100.00 100.00
%
1/2" 12.500 100.00 47.20 97.40 100.00 100.00 100.00 98.49 %
3/8" 9.500 100.00 23.50 82.80 89.80 100.00 100.00 90.02 %
#4 4.750 100.00 3.00 5.30 12.90 100.00 99.60 45.07 %
#8 2.360 100.00 0.00 1.00 1.60 91.30 75.00 38.93 %
#16 1.180 100.00 0.00 0.00 0.00 64.50 49.00 27.09 %
#30 0.600 100.00 0.00 0.00 0.00 38.20 31.00 16.04 %
#50 0.300 100.00 0.00 0.00 0.00 18.50 13.00 7.77 %
#100 0.150 100.00 0.00 0.00 0.00 7.70 4.00 3.23 %
#200 0.075 0.00 0.80 0.00 0.30 2.30 1.00 0.97 %
(FM)
0.00 7.34 6.14 5.96 2.80 3.28 4.73
To achieve the standard for end conditions of compressive strength and creep test
cylinders, specimen end grinding, sawing, or capping must be performed. A high-
strength gypsum mortar called Hydrostone was used as an end-capping compound. This
material was obtained from Special Effects Supply Corporation, Salt Lake City, Utah. A
mortar of high compressive strength was needed and although tests were not performed
in this research, USG specifications listed the compressive strength at 10,000 psi for a
0.32 water to gypsum ratio (www.freemansupply.com). An ideal water/gypsum ratio was
determined to be 0.25 for the purposes capping concrete cylinders. Large sheets of glass
were used as a level surface to ensure the end-smoothness requirement standard. An
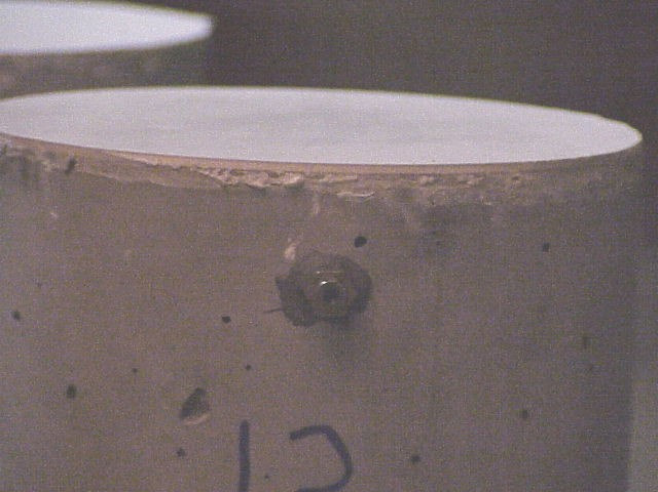
41
estimated set time of 17 to 20 minutes was beneficial when many cylinders had to be
capped in a minimal amount of time. A picture a hardened gypsum end cap can be seen
in Figure3.1.
Figure 3.1 - Gypsum Cylinder End Cap
3.2 CREEP
Concrete used in floating bridges must be analyzed for its creep potential and
there is need for important experimental investigations into appropriate mix designs for
use in these types of bridges. For this research, creep frames had to first be designed and
fabricated. A basic creep frame schematic pictured in Annual Book of ASTM Standards
was used as a basis for the design. Other frame designs and configurations were
considered, but this one was selected due to its simplicity and its efficiency. ASTM
C512 provides a written description of the basic creep frame design. The standard
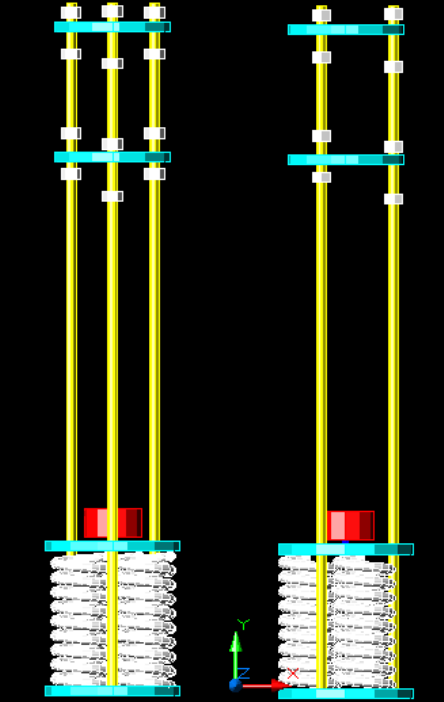
42
requires that the frame be capable of applying and maintaining the desired load on the
specimen, despite any changes in the axial length of the specimen. The frame design is
shown in Figure 3.2 and Figure 3.3.
Figure 3.2 - CAD Drawing of Creep Frames

43
Figure 3.3 – Creep Frame
Creep frames must be designed with the strength of the concrete to be tested as
the main parameter and all of the components in the frame including the compression
springs, steel bar diameter and strength, and the plate sizes and strength are sized
accordingly. Concrete mix designs used in recent floating bridge construction has had
ultimate compressive strength values of up to 12,500 psi. An upper limit of 14,000 psi
was selected for the concrete compressive and as the capacity of the creep frames. The
ASTM standard calls for not more than 40% of the maximum compressive strength to be
applied to the concrete cylinders in the creep test. Thus taking 40% of 14,000 psi, a value

44
for the maximum stress that the frame would have to restrain is determined. The stress
value is converted to a force in pounds by multiplying its value by the end surface area of
the six-inch diameter concrete cylinder. This value of approximately 160,000 pounds can
be divided equally among the three rods. The tensile force in each rod is the force that
will be applied to each compression spring
As stated previously, the springs were designed with a strength capacity of 53,000
pounds. For the purpose of the creep test, the springs also had to be designed with a very
high stiffness so that the force would not change considerably due to a minute change in
length. A suitable spring was designed using a high strength steel wire with a diameter of
2.125 in., an outside spring diameter of 9 5/8 in., 12 in. free height, 9 5/16 in. solid
height, spring rate of 22,480 pounds per inch, and total compressed capacity of 60,000
pounds. See Figure 3.4 for a picture of the compression springs.
Figure 3.4 - Creep Frame Compression Springs
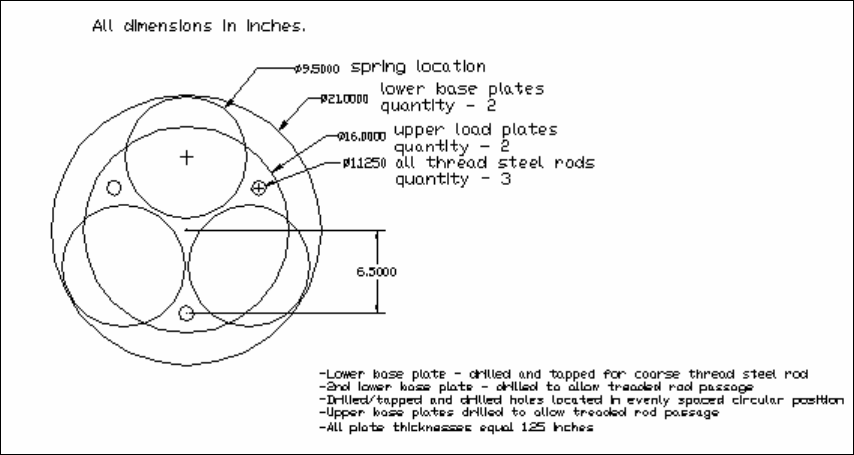
45
With the springs designed, the diameter of the steel base plate was sized by
circumscribing three springs in a triangular pattern and this diameter value was
minimized to reduce plate mass and cost. The three threaded, B7 steel reaction rods,
diameter 1.125 inches, were then positioned in a triangular pattern similar to the springs
and moved as close to the center of the plate as the springs and the concrete specimens
would allow. This placement was important to reduce plate deformation, which could
cause unwanted stress concentrations in the concrete. The upper jack plates were sized
according to the bar placements and were minimized to reduce the weight and cost. The
thickness of all of the plates was chosen to be 1.25 inches so that excessive deformation
or yielding would not occur. See Figure 3.5 for plate dimensions. The localized stresses
at the points of threaded rod insertion in the base plate were of particular interest so that
pull out would not occur when the rods were tensioned.
Figure 3.5 - Plate Dimensions
46
To ensure that stress concentrations in the concrete due to slight deviations from
the vertical in load application, a ball and socket joint was fabricated to allow for
specimen rotation. This joint consisted of a high strength steel ball bearing with a
diameter of .625 inches and a steel plate 2 inches thick with a diameter of 6 inches in
order to match the diameter of the specimens. Another plate of equal size, with no
socket, was made and placed on top of the specimens to eliminate stress concentrations
due to the bending of the lower jack plate. In order to ensure an even stress distribution
transfer from the load plates to the concrete specimens the flat surfaces of the end platens
were machined to within the smoothness tolerance listed in ASTM C39 of less than 0.002
inch deviations from plane.
With the design of the creep frame completed, focus was shifted to load
application and load measurement. A 60-ton load jack was sufficient to produce a load
corresponding to the design concrete compressive strength. A hand pump and load jack
system was acquired for the purposes of this test. The hand pump was equipped with a
calibrated dial gage which one could read the applied load to within certain accuracy.
The pump and jack system was calibrated using the Satec Model 400 QC Prism-1007
hydraulic compression machine located in the concrete lab in Albrook Hall. This manner
of load measurement using the dial gage was determined to be a good measure of applied
load. To provide an approximate check of applied load and load loss due to concrete
creep, a strain gage was attached to one of the steel reaction rods in each frame. The
strain gage was connected to a portable strain meter displaying strains in the steel rod,
from which stresses could then be calculated using approximated rod areas and material

47
properties. The tensile stress in the rods was then transferred directly to the axial
compressive stress in the concrete cylinders. Young’s Modulus for the steel rods was
assumed to be 29(10)
3
ksi and was approximately verified using the dial gage on the load
jack. The strain gage placement and orientations can be seen in Figure 3.6.
ASTM C512 calls for concrete cylinders with a diameter of 6 inches and a height
of 12 inches. There are different ways in which strains in the cylinders can be measured,
but only 2 methods are typically practiced. The first method involves an internal strain
gage that is cast within the concrete specimen at the time of batching. A horizontal
concrete mold is used and the gage is positioned in a perfectly longitudinal manner within
the center of the mold. Concrete is then placed and consolidated around the gage. This
method can be accurate, but it is very difficult to position the strain gage and horizontal
Figure 3.6 - Reference Strain Gage

48
molds are less common and more expensive than the typical vertical concrete cylinder
mold.
The second method used for measuring creep and shrinkage strains is the
installment of external gage points on longitudinal planes on the surface of the cylinder
and measuring and recording strains by hand. This method is the one selected to
determine the creep strain in this research. Three planes spaced 120 degrees apart around
the circumference of the cylinder were used so that an average strain could be calculated
for each specimen. A standard gage length of 10 inches is marked on each plane, and 3/8
inch diameter, ½ inch deep holes were drilled using a mill press and a masonry bit. The
drilling process can be seen in Figure 3.7. Brass gage points were glued into these holes
using a strong, waterproof adhesive called JB Weld. With a known initial gage length,
any decrease in length of the cylinders could be measured using a hand-held mechanical
extensometer / compressometer.
Figure 3.7 - Drilling of holes for gage points
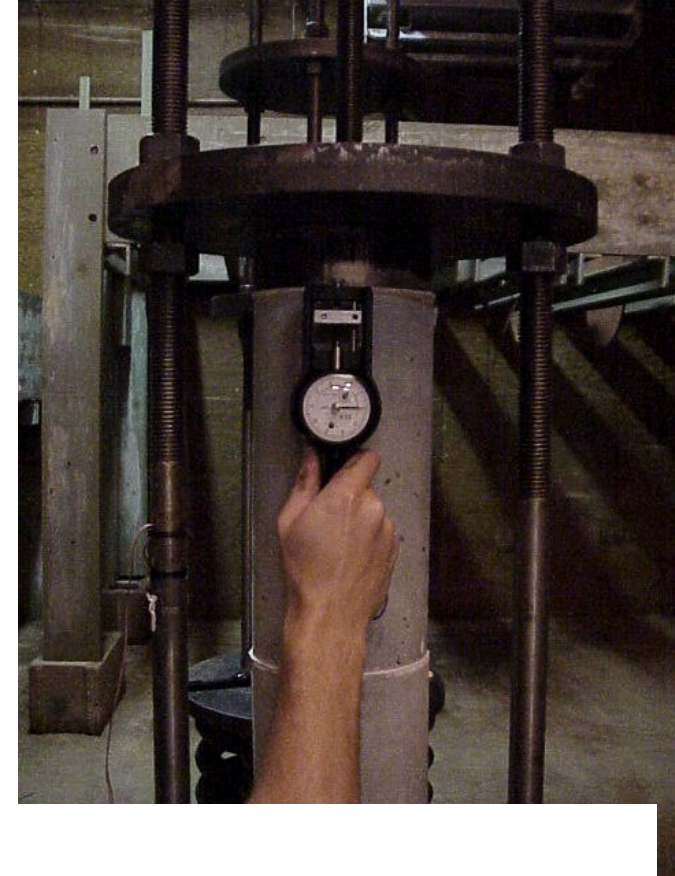
49
The mechanical comparator must be accurate to the nearest ten-thousandths of an
inch, which is necessary for the small results expected. A multi position strain gauge was
acquired from ELE International to measure the strain deformations in the creep
specimens. This is a handheld device designed for measuring relative displacement
between the set gage lengths. Due to the length of most creep tests, the device selected
for measuring strain must be durable and stable enough to maintain accurate readings
throughout the length of the tests. The type of strain gage used in this research is
considered stable because it can be calibrated using a constant length standard bar before
every measurement. The gage length of 10 inches mentioned previously was
recommended by Carreira and Burg (Creep and Shrinkage – Structural Design Effects)
and was used in this research. This gage length is the longest span that can be used
without measuring the nonlinear strain regions at the cylinder ends. The mechanical
comparator and creep strain measurement can be seen in Figure 3.8.
Figure 3.8 - Creep strain measurement
50
51
ASTM C512 was used as the basis for the creep test standards. However, some
complications leading up to the testing portion of the experiment lead to some deviations
from the standard. Concrete curing lasted longer than the recommended standard time of
28 days. Due to problems in the preparations for the creep tests, a delay in the start date
was necessary to ensure successful strain measurements. The second phase of concrete
mix batching was done 2 days following the 28
th
day curing for the first phase of
batching, so the delay occurred in both phases of testing. Due to the delays in testing,
curing conditions varied between the two phases of creep tests. The concrete cylinders in
the first phase were cured in a water bath of standard temperature from age 24 hours to
26 days. On the 26
th
day of curing, the cylinders were removed from the water bath and
holes were drilled and gage points were glued in place. End caps were fashioned at this
point as well. The test cylinders were then placed in the controlled environment chamber
in which the creep frames were to be located. The cylinders remained in the chamber
until the 61
st
day of curing on which the creep tests commenced. During the testing
period, the temperature and humidity could not be held constant due to problems with the
chamber control system. The continuous data recorder was out of commission, so only
daily temperature and humidity readings are reported in Table 3.10.
The concrete cylinders in the second phase were cured in a water bath of standard
temperature from age 24 hours to 57 days. At this time, the cylinders were removed from
the water bath and holes were drilled, gage points were glued in place, and end caps were
fashioned. The cylinders were then placed in the controlled environment chamber and
remained unloaded until the 61
st
day of curing, at which the creep tests commenced.
Temperature and humidity data that was recorded for both phases are listed in Table 3.10.
52
The load applied to the concrete cylinders was readjusted periodically throughout
the creep test. This was done in order to maintain a constant stress state in the cylinders.
ASTM C512 requires that the load be adjusted if a change of 2% occurs from the correct
value.
Table 3.10 - Temperature and Humidity History
Phase 1 Phase 2
Test Temperature Humidity
Temperature Humidity
Day (Fahrenheit) (%) (Fahrenheit) (%)
1 73.5 52.0 73.4 54.0
2 73.5 52.0 73.4 54.0
3 76.5 49.0 73.4 54.0
4 82.0 45.0 73.4 54.0
5 73.5 52.0 73.4 54.0
6 67.0 56.0 73.4 54.0
7 - - 73.4 54.0
8 69.3 57.0 - -
9 70.5 59.0 - -
14 77.0 47.0 73.2 52.0
21 71.0 57.0 83.2 48.0
28 72.3 56.0 84.0 44.0
3.3 SHRINKAGE
Two 6x12 inch concrete specimens were cast from each mix design and were to be
used to measure concrete shrinkage. The shrinkage specimens were cured along side
their creep specimen counterparts and were subject to the same environmental conditions
for the duration of the creep test as were listed previously. The specimens remained
unloaded during the creep test. Strains in these specimens were measured in the same
53
manner as that of the creep specimens. Holes were drilled for brass gage points at ten
inch spacing, and strains were measured using the multi position strain gauge from ELE
International.
3.4 COMPRESSIVE STRENGTH
Structural requirements of floating bridges built in recent years have specified a
minimum compressive strength of 6500psi. This was one of the criteria set by a previous
study on concrete for floating bridges and was satisfied and far surpassed in previous
tests of the LVM mix design. It has been documented and noted in the literature review
that the creep potential of concrete is reduced with the increase of compressive strength.
This is a benefit of having concrete with a compressive strength in excess of the design
strength. While maintaining a compressive strength of 6500 psi provides adequate
strength, higher strength concrete can easily be proportioned. The benefits produced in
other performance criteria as a result of this increased strength are almost essential.
The method for testing the compressive strength of concrete was taken from
ASTM C39. For each of the seven mix designs, three 6”x12” replicate cylinders were
made and cured according to ASTM C192. The specimens were immersion cured in a
saturated-lime water bath at 73.4 ± 3°F for 27 days and compressive strength tests were
performed on the 28
th
day of curing. The concrete mixes all had a relatively high design
compressive strength and therefore had to be end-capped for testing, in order to achieve
consistent results, rather than testing with standard neoprene pads and platens. Concrete
cylinders were capped with Hydrostone as described previously. The specimens were
tested for compressive strength using a hydraulic operated machine from SATEC, Model
54
400 QC Prism-1007, Grove City, PA. The longitudinal axis of the specimen was
properly aligned with the thrust of the spherically seated block. A constant rate of
loading was maintained throughout, within the tolerances of the testing machine, and the
rate was within the limits provided in ASTM C39 of 20 to 50 psi per second. Ultimate
compressive stress was recorded, in addition to the type of fracture observed.
3.5 CHLORIDE ION PENETRATION
Durable concrete is defined as having has the ability to withstand external effects,
which may be mechanical, physical, or chemical, with minimal damage. Low
permeability is key to long-term durability of concrete. Low permeability in high
performance concrete provides protection against: damage due to freezing and thawing,
alkali-aggregate reactivity, carbonation, acid attack, chemical resistance, sulfate attack,
seawater exposures, etc. The Hood Canal is an extremely corrosive environment and
care must be taken to ensure that any structural steel within the concrete is protected from
chloride acid attack.
For this test, two 4 by 8 inch cylinders were cast from each mix design. The
cylinders were removed from the molds after 24 hours curing under a plastic tent with
wet burlap. The tent was used to maintain a relatively constant temperature and humidity
of 68 degrees Fahrenheit and 60 %, respectively for the first 24 hours of curing. Upon
removal from the molds, the specimens were partially cured by submersion in lime water
followed by curing in a moisture cabinet until the 28
th
day of curing. The first phase of
three mixes was cured for 22 days in the lime water before the specimens were placed in
the standard cure moisture cabinet. The four mixes in the second phase were water cured
55
for 6 days before the transfer to the moisture cabinet. Tests for Chloride ion penetration
were completed by WSDOT and were performed according to ASTM C 1202.
The experimental methods documented in this chapter are thorough and accurate.
All of the deviations from standard testing methods have been listed and explained.
Further analysis of the effects of these deviations from standard will be included in
upcoming chapters.
56
CHAPTER 4: EXPERIMENTAL RESULTS AND ANALYSIS
The Federal Highway Administration provides classifications for high
performance concrete (HPC) with different performance characteristics. Grades of HPC
are listed from 1 to 4, 1 having the lowest performance in each of the criteria. It should
be noted that HPC grade 1 is still a high performance concrete and performs ”better” than
normal concrete. The information is shown below in its original format in Table 4.1.
Table 4.1 - HPC Performance Grades (Table 1.2 - Definition of HPC according to
Federal Highway Administration, Goodspeed, et al. 1996)
FHWA HPC performance grade
Performance
Characteristics
Standard
test method
1 2 3 4
Freeze-thaw durability
(X = relative dynamic
modulus of elasticity
after 300 cycles)
AASHTO T 161
ASTM
C 666
Procedure A
60%<X<80% 80%<X
Scaling resistance
(X = visual rating of
the surface after
after 50 cycles)
ASTM
C 672
X=4, 5 X=2, 3 X=0, 1
Abrasion resistance
(X = avg. depth of
wear in mm)
ASTM
C 944
2.0>X>1.0 1.0>X>0.5 0.5>X
Chloride penetration
(X = coulombs
AASHTO T 277
ASTM
C 1202
3000>X>2000 2000>X>800 800>X
Strength
(X = compressive
strength)
AASHTO T 2
ASTM
C 39
41<X<55 MPa
(6<X<8 ksi)
55<X<69 MPa
(8<X<10 ksi)
69<X<97 MPa
(10<X<14 ksi)
97 MPa<X
(14 ksi<X)
Elasticity
(X = modulus)
ASTM
C 469
28<X<40 GPa
(4<X<6x10
6
psi)
40<X<50 GPa
(6<X<7.5x10
6
psi)
50 GPa<X<
(7.5x10
6
psi<X)
Shrinkage
(X = microstrain)
ASTM
C 157
800>X>600 600>X>400 400>X
Specific creep
(X = microstrain
per MPa)
ASTM
C 512
75>X>60/MPa
(0.52>X>0.41/psi
60>X>45/MPa
(0.41>X>0.31/psi
45>X>30/MPa
(0.31>X>0.21/psi
30/MPa>X
(0.21/psi>X
57
4.1 CONCRETE MIX DESIGNS
The seven mix designs tested in this research were listed previously in Chapter 3
and can be seen again here in Table 4.2 for reference convenience. All the mix designs
performed well in the batching process. The workability characteristics were comparable.
Superplasticizer was added to each mix at a predetermined quantity, and then adjusted to
achieve the desired slump at or between 8 and 9 inches. There was no indication of
aggregate and cement paste segregation with any of the mix designs. Segregation was
watched for and is an important problem to avoid in floating bridge pontoons due to the
deep walls into which this concrete is to be placed. The freeze thaw characteristic of
concrete is not a major issue in the Hood Canal region, so air content was not measured at
the time of batching.
Table 4.2 - Concrete Mix Design Quantities
M
i
Course Aggregate (lb) 1770 1770 1770 1770 1770 1770 1770
Fine Aggregate (lb) 1295 1295 1295 1295 1295 1295 1295
Portland Cement Type II (lb) 624 540 636.3 597.5 624 624 624
Silica Fume (AASHTO M307) (lb) 50 35 none none 50 50 none
Fly Ash (AASHTO M295) (lb) 100 200 100 100 100 100 100
Metakaolin (Highly Reactive) (lb) none none 38.75 77.5 none none none
Water (lb) 255 255 255 255 258.7 222.12 154.64
Caltite - Waterproofing Admixture none none none none none 49.86 49.86
W/C ratio 0.329 0.329 0.329 0.329 0.334 0.351 0.282
Water Reducer (ASTM C494) none none none none none none none
Superplasticizer (ASTM C494) 5.5 floz/cwt 4.3floz/cwt 5.5floz/cwt 7.0floz/cwt 5.5floz/cwt 5.5floz/cwt 6.3floz/cwt
Slump (inches) 8.0 7.5 9.0 8.5 8.5 8.5 9.0
Caltite -> 6 gallons/yd^3
All Values Based per Cubic Yard
58
4.2 CREEP
Measuring deformations to the precision necessary for accurate creep and
shrinkage results is an intricate task. The accuracy required by ASTM C512 is one ten-
thousandths of an inch. The specimen preparation procedure must be performed with
care. Gage points should be perpendicular with the axis of the cylindrical specimen and
should be parallel with each other so that the mechanical comparator can be used
effectively. Drilling of the holes and gluing the points into the correct position is critical
for useful results. If the gage points are not lined up correctly as previously described,
accurate measurements can still be collected. To collect strain data, the same person
should take all of the measurements and the mechanical comparator must be held at the
same orientation with respect to the specimen and gage points each time a reading is
taken.
Creep potential of concrete is valuable information for knowing if the concrete to
be used in construction is commensurate with the loadings to be applied throughout the
design life of a structure. As was described in detail in the Chapter 1, creep is present in
floating bridge pontoons and must be accounted for. Although creep deformation will
continue throughout the life of a structure, it is essential that predictions of long term
creep could be made based on short term data. Typically, creep tests are carried out for
180 days or up to one year or more. The expected creep strain after this time is much less
than that which would occur during the testing duration. As was stated in the literature,
(Brooks and Neville 1978) required creep accuracies for a given concrete application
should be assessed so that appropriate test duration could be selected. Short term, 28 day
tests were selected for this research. Such data can be used to observe concrete creep
59
5.0
28
)05.12)(log61.3(100 −+= tss
et
potential at 28 days, and to extrapolate long-term results using empirical relationships.
The extrapolation equations and expected error developed by Brooks and Neville (1978)
are provided here in a revised form:
Basic creep- c
t
=c
28
*0.50t
0.21
; M
bc
≈16%
Total creep- c
t
=c
28
[-6.19+2.15ln(t)]
1/2.64
; M
tc
≈19%
Shrinkage-
M
sh
≈14%
Measured and calculated creep quantities are shown in Table 4.3. The table lists
for each mix number, the applied stress, the instantaneous elastic deformation, the
calculated Young’s Modulus, measured 28-day creep, the 28-day creep coefficient, 28-
day specific creep, and long-term estimated creep strains. A graphical depiction for
comparison of the 28-day measured specific creep values and the long-term extrapolated
values, less the initial elastic strain, is shown in Figure 4.1. Other graphs displaying the
measured deformation of each mix design can be seen in Figures 4.2 through 4.8. For
visual clarity, actual measured data points are included in the graphs, and trend lines have
been sketched over the points to model the data curves. The results are graphed in micro-
strain versus time in days. The total strain was measured from the specimens under load
in the creep frames. Shrinkage strains were measured from the companion cylinders
cured at the same conditions as the creep specimens. The values for creep plus initial
elastic strain have been calculated by subtracting the shrinkage strains from the total

60
strain measured. Initial elastic deformation is included in “creep strain” curves in the
individual mix deformation graphs.
Table 4.3 - Creep Comparison
The axial stress applied to the specimens was approximately 25 % of the
28-day ultimate compressive strength. The dial gage accuracy for the applied
load reading was reported by the
manufacturer to be ±1% of the maximum
number on the gage ring scale. For this particular application, the accuracy is
equal to ±1% of 65 tons, or .65 tons.
The instantaneous elastic deformation is is the measured strain immediatly after
the load is applied to the specimens. This strain is almost entirely recoverable when the
load is removed. This portion of the total load induced strain is not considered creep and
therefore, not included in the reported creep strain results. This property was described
by Neville, Dilger and Brooks (1983). The modulus of elasticity of the concrete is
calculated by dividing the applied stress by the instantaneous elastic strain. This Young’s
modulus is the initial value for the hardened concrete. As the concrete undergoes long
term deformation under applied load, the modulus of elasticity is reduced. The values
reported here in Table 4.3 are comparable to values seen in other research. In a study
performed by Cascade Testing in Seattle, a MOE for a mix similar in composition to the
LVM mix design was reported as 6.27(x10
6
) psi. This is the same as the valued
M
i
x
#
I
n
s
t
a
n
1
.
3
2
.
2
3
.
2
4
.
3
5
.
3
6
.
2
7
.
2
64.2
1
))(log*15.219.6(
28
t
e
c
c
t
+−=
61
calculated for mix design #5. The MOE reported for a mix similar in composition to the
Caltite mix design was reported as 6.77(x10
6
) psi, indicating a 1% difference from the
value calculated in this research of 6.84(x10
6
) psi.
The 28-day creep is the actual measured strain for each concrete mix. The
deflection was measured in inches for each gage length on both specimens for a given
mix design. Each deflection measurement was divided by its respective gage length in
inches to obtain a strain value. These strain values were then averaged for each mix
design to obtain the value listed in Table 4.3. A routine check of strain similarity
between creep cylinders can be made by observing the measured data. For mix #1,
average total strain for cylinder 1 was recorded as 0.00088 in/in, and the average total
strain for cylinder 2 was 0.00088 in/in. This produced an average of 0.00088 in/in with a
standard deviation of 0.0. The standard deviation for the measured total strain data for
mix 3 is 0.000014.
The results The 28-day creep coefficient is the ratio between the measured creep
value at 28 days and the instantaneous elastic strain. It is important to note that creep
strains are relative, based on the stress applied to the specimens. A constant ratio
between applied and ultimate compressive stress has been used in this research.
Normalization to comparable data is done by dividing the strain in the cylinders by the
stress applied, resulting in the specific creep values presented in the Table 4.3. Specific
creep is reported in units of microstrain per psi and is used when comparing creep
potential of different mix designs. Extrapolated specific creep values for times of 180
days, 1 year and 5 years are also reported and listed in Table 4.3. The long term data was
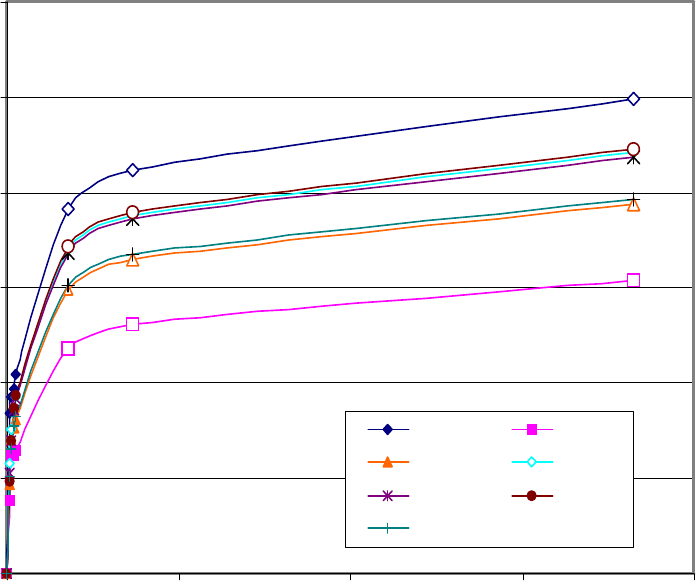
62
0.000
0.100
0.200
0.300
0.400
0.500
0.600
0.0 500.0 1000.0 1500.0 2000.0
Time (days)
Specific Creep (microstrain/psi)
Mix #1 Mix #2
Mix #3 Mix #4
Mix #5 Mix #6
Mix #7
calculated using the 28 day specific creep data and the equation previously reported from
Brooks and Neville (1978).
Figure 4.1 – Specific Creep Comparison – Estimated Strain Results to 5-Years
63
Dilger and Wang (2000) made the observation that creep strains for a high
performance concrete mix are approximately 1.8 to 2.4 times the initial instantaneous
elastic strain after a long time. This principle is fairly consistent with the mixes tested in
this research. For one year extrapolated data, the creep coefficient ranges from 2.16 for
mix #6 to 2.67 for mix #4.
Mix #2 had the lowest measured value for specific creep. A value of 0.128
micro-strain at 28 days was 22% lower than Mix #3, which had the next lowest specific
creep results. It has been noted that mix #2 had the highest quantity of fly ash of all the
mixes tested. Brooks (1999) found that fly ash was shown to result in lower ultimate
creep values with an increase in cement replacement percentage of fly ash. This is
because fly ash concrete continues to develop strength over a long period, unlike silica
fume, which leads to faster development of ultimate compressive strength. Brooks
(2000) also found that total creep decreases for low levels of silica fume. Both the higher
level of fly ash and the lower level of silica fume in mix #2 helped produce the concrete
with the lowest creep potential researched in this study.
Mix #7 had low specific creep, with a 28-day value of 0.165 micro-strain. This
could be attributed to the relatively low water-to-cementitious ratio of 0.28 (Burg et.al.
1994). This particular mix had low cement paste content with respect to the other
concretes. A decrease in cement paste content tends to produce concrete with decreased
creep (Zia, 1993). Furthermore, high aggregate content is known to restrain creep
deformations. It is unknown whether the Caltite lead to the reduction in creep as
compared to the baseline mix. Referring to mix #6, the Caltite inclusion into the concrete
64
did not appear to considerably affect creep of the LVM mix. Similar values for creep
were obtained for mix #6 as were for the LVM.
The LVM mix designs, #’s 1 and 5, produced creep values of slightly differing
magnitude. Both extrapolated creep values at 180 days are classified as Grade 2
according to Figure 4.1. The values are resulting from concretes with different curing
conditions and from a test that is difficult to repeat and achieve duplicate results.
Metakaolin modified concrete was similar to silica fume modified concrete in its
creep potential. Mix #4 creep deformation, 0.340 micro-strain, was nearly equivalent to
the creep of its counterpart, the LVM number 2, at 0.336 micro-strain at 180 days. Mix
#3 performed better in creep than did mix #4. This was not expected since results
observed in the literature claimed that creep of metakaolin modified concrete decreased
with the increased inclusion quantity of metakaolin in the mix (Brooks et.al. 2001). The
effect of the curing conditions may have affected the creep potential of the concrete. The
loss of internal relative humidity from cement hydration as well as water loss to the
ambient environment as the concrete cured in the testing chamber could have led to lower
total creep in mix #3, compared to that of mix #4 (Dilger et.al 2000).
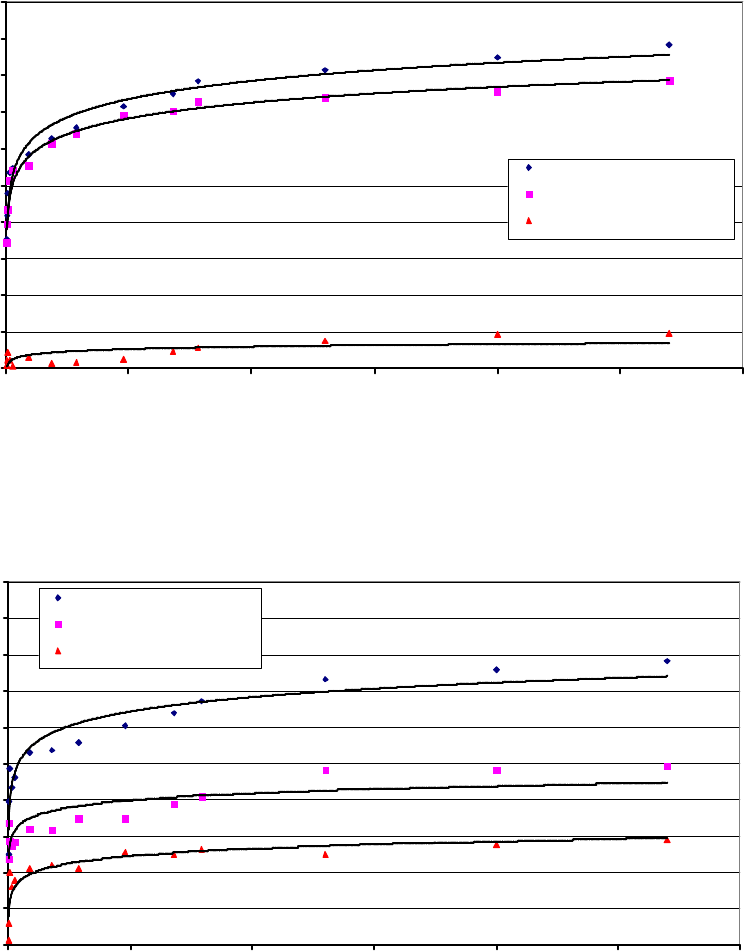
65
y = 9.5728Ln(x) + 37.163
y = 61.879Ln(x) + 582.92
y = 71.452Ln(x) + 620.08
0
100
200
300
400
500
600
700
800
900
1000
0.0 5.0 10.0 15.0 20.0 25.0 30.0
Time (days)
Strain (in/in) (10^-6)
Total Strain
Creep and Initial Elastic Strain
Shrinkage Strain
Figure 4.2 - LVM Mix Design Strain
y = 29.073Ln(x) + 198.14
y = 28.373Ln(x) + 352.98
y = 57.445Ln(x) + 551.12
0
100
200
300
400
500
600
700
800
900
1000
0.0 5.0 10.0 15.0 20.0 25.0 30.0
Time (days)
Strain (in/in) (10^-6)
Total Strain
Creep and Initial Elastic Strain
Shrinkage Strain
Figure 4.3 – WJE Inc. Mix Design Strain
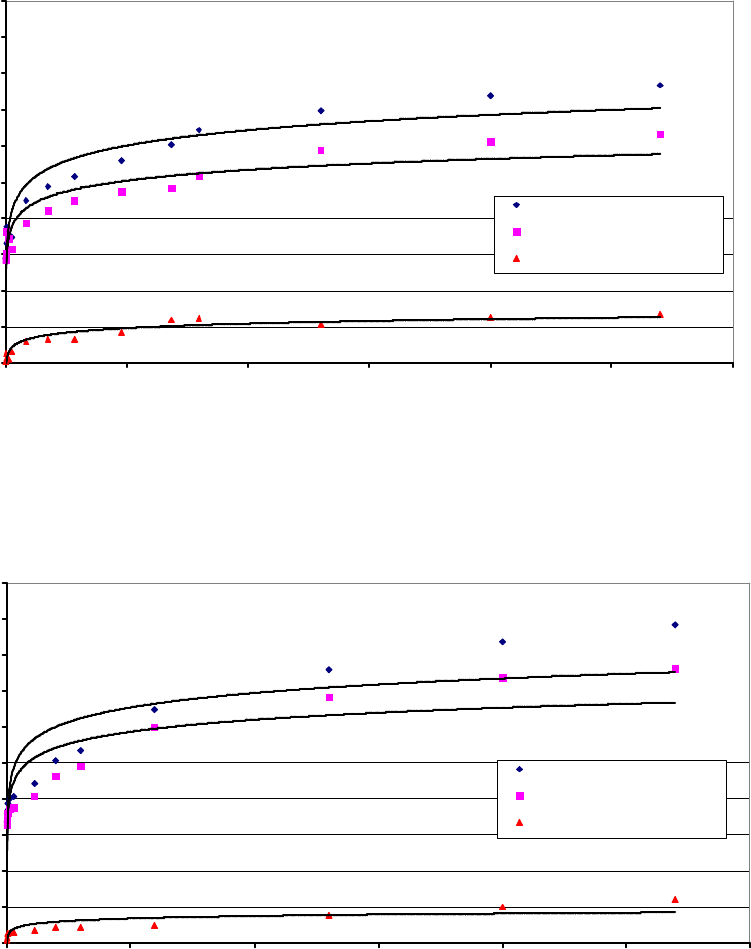
66
y = 17.905Ln(x) + 67.883
y = 43.29Ln(x) + 434.8
y = 61.195Ln(x) + 502.68
0
100
200
300
400
500
600
700
800
900
1000
0.0 5.0 10.0 15.0 20.0 25.0 30.0
Time (days)
Strain (in/in) (10^-6)
Total Strain
Creep and Initial Elastic Strain
Shrinkage Strain
Figure 4.4 – 5% Metakaolin Mix Design Strain
y = 9.946Ln(x) + 51.429
y = 58.024Ln(x) + 560.96
y = 48.078Ln(x) + 509.54
0
100
200
300
400
500
600
700
800
900
1000
0.0 5.0 10.0 15.0 20.0 25.0 30.0
Time (days)
Strain (in/in) (10^-6)
Total Strain
Creep and Initial Elastic Strain
Shrinkage Strain
Figure 4.5 – 10% Metakaolin Mix Design Strain
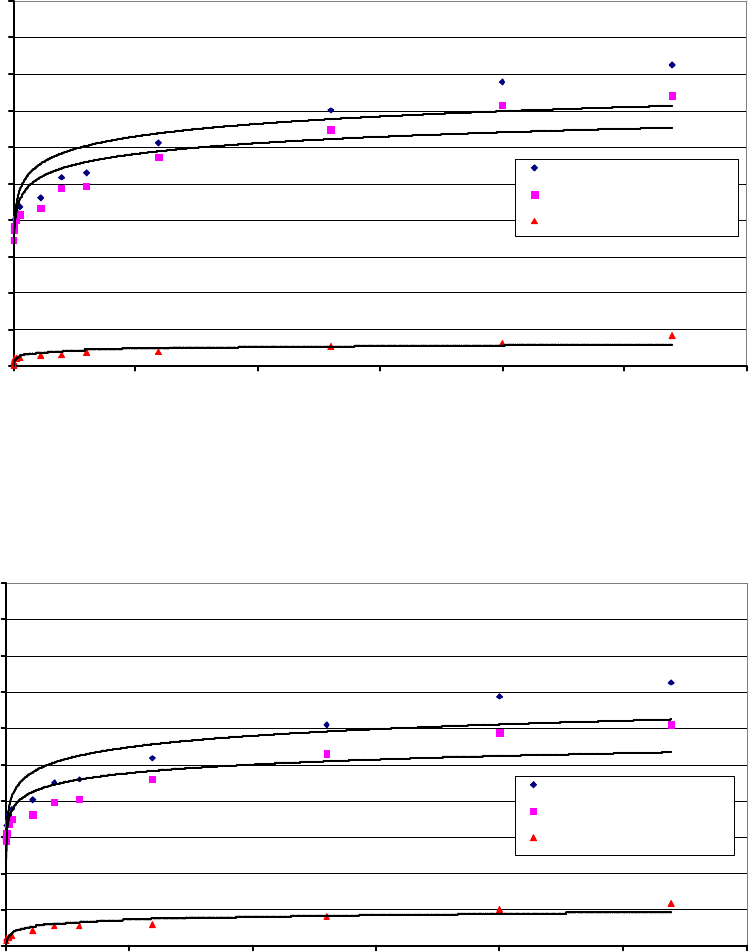
67
y = 7.1314Ln(x) + 36.302
y = 42.682Ln(x) + 512.51
y = 49.814Ln(x) + 548.82
0.0
100.0
200.0
300.0
400.0
500.0
600.0
700.0
800.0
900.0
1000.0
0.0 5.0 10.0 15.0 20.0 25.0 30.0
Time (days)
Strain (in/in) (10^-6)
Total Strain
Creep and Initial Elastic Strain
Shrinkage Strain
Figure 4.6 – LVM (#2) Mix Design Strain
y = 12.169Ln(x) + 52.182
y = 33.95Ln(x) + 421.69
y = 45.193Ln(x) + 474.95
0
100
200
300
400
500
600
700
800
900
1000
0.0 5.0 10.0 15.0 20.0 25.0 30.0
Time (days)
Strain (in/in) (10^-6)
Total Strain
Creep and Initial Elastic Strain
Shrinkage Strain
Figure 4.7 – LVM Mix w/ Caltite Waterproofing Admixture Mix Design Strain
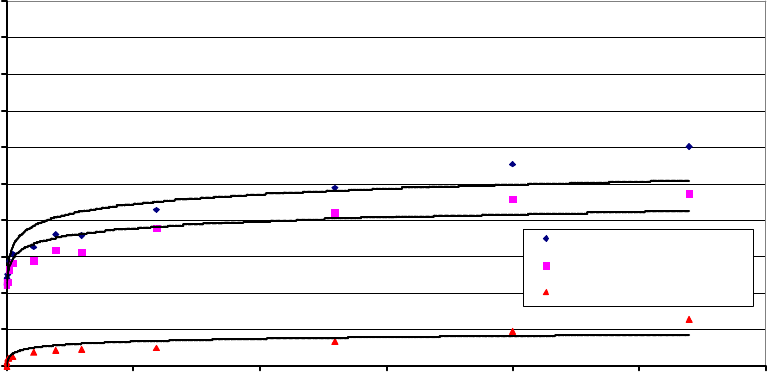
68
y = 10.959Ln(x) + 48.823
y = 27.743Ln(x) + 332.03
y = 38.702Ln(x) + 380.86
0
100
200
300
400
500
600
700
800
900
1000
0.0 5.0 10.0 15.0 20.0 25.0 30.0
Time (days)
Strain (in/in) (10^-6)
Total Strain
Creep and Initial Elastic Strain
Shrinkage Strain
Figure 4.8 – Caltite Mix Design Strain
69
4.3 SHRINKAGE
The engineers that designed the Lacey V. Murrow Bridge specifications placed a
limit on the maximum allowable shrinkage strains in the pontoons. The length change of
hardened concrete, tested according to AASHTO T160 or ASTM C 157, was required to
be less than 400 millionths (micro-strain) at 28 days. As was discussed previously,
shrinkage strain must be kept to a minimum so that shrinkage cracking does not occur
and allow water to penetrate into the pontoon cells.
The shrinkage testing method provided by ASTM C 157 was not used in this
research. Obtaining shrinkage strains in a similar manor as the strains due to creep was
desirable for direct comparisons and calculations. This method is prescribed by ASTM C
512 where necessary information requirements for creep are specified. It should be noted
that due to the creep testing procedure described previously, measurements for shrinkage
strains were not taken until the time the creep cylinders were subject to loading. This
being the case, actual data reported for shrinkage are not true 28-day values. The curing
conditions prior to strain measurements and age at testing have been described and
should be noted when reviewing the shrinkage results. The 28-day measured shrinkage
strain can be seen in Table 4.4.
Values observed for shrinkage strain are all classified as Grade 3 concrete strains
according to FWHA, with mix #2 as the one exception, which is classified as
Performance Grade 2. All mixes had shrinkage results well below the required limit of
400 millionths at 28 days. The LVM mix design, both numbers 1 and 5, performed quite
well and had the lowest shrinkage strains observed here. As was expected, mixes
containing silica fume experienced slightly lower shrinkage than the mixes containing
70
similar quantities of metakaolin, at early ages. (Calderone, Gruber, Burg 1994) This was
observed in the comparison of the LVM to mix #4. In addition, shrinkage strains showed
a decrease as the OPC replacement quantity by metakaolin increased (Ding, Li 2002).
Caltite did not significantly affect shrinkage of the LVM mix, however a slight increase
was observed.
With the exception of mix #2, all mix designs performed as expected in
shrinkage. Mix design #2 had the highest shrinkage strain measured in this research.
This occurrence is possibly because more water still existed in the concrete cylinders.
The higher water content is due to the continuing of hydration over a longer period
because of the high fly ash content. More water in the concrete would allow for more
drying shrinkage as the concrete attempts to reach hygral equilibrium with the ambient
environment. These results, however, are larger than expected when considering the
curing conditions that the test specimens experienced prior to strain measurements.
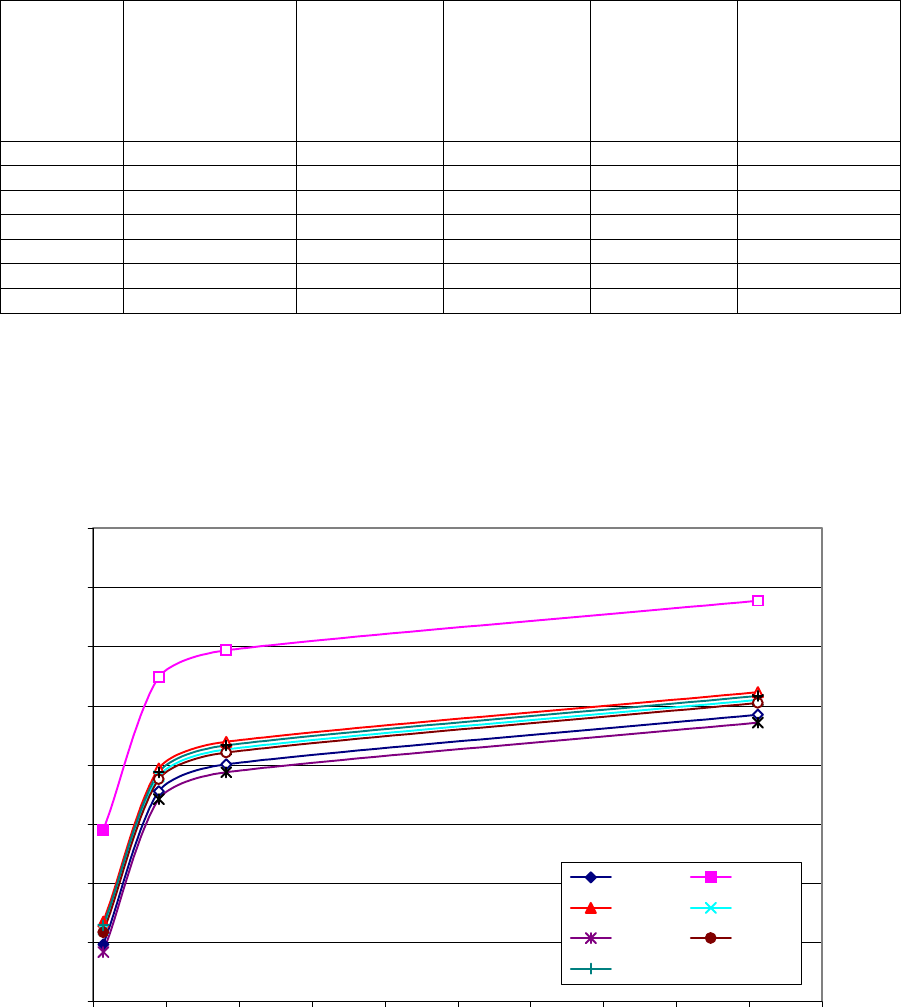
71
Table 4.4 – Shrinkage Strains
Mix #
Modulus of
Elasticity
(10^6)
(s/e
i
) psi
28 Day
Shrinkage
(microstrain)
(s
28
)
Estimated
Long Term
Shrinkage
(microstrain)
c
t
=180 days
Estimated
Long Term
Shrinkage
(microstrain)
c
t
=365 days
Estimated
Long Term
Shrinkage
(microstrain)
c
t
=1825 days
1
6.76 96.7 355.5 400.8 484.8
2
8.41 289.5 548.3 593.6 677.5
3
7.30 135.0 393.7 439.1 523.0
4
7.01 121.8 380.6 425.9 509.8
5
6.27 83.4 342.2 387.5 471.4
6
5.69 116.7 375.5 420.9 504.8
7
6.84 128.6 387.3 432.7 516.6
Figure 4.9 – Long Term Shrinkage Strains, Extrapolated from 28-day Data
5.0
28
)05.12)(log61.3(100 −+= tss
et
Long Term Shrinkage Strains
0.0
100.0
200.0
300.0
400.0
500.0
600.0
700.0
800.0
0 200 400 600 800 1000 1200 1400 1600 1800 2000
Time (days)
Shrinkage - 10^-6
Mix #1 Mix #2
Mix #3 Mix #4
Mix #5 Mix #6
Mix #7
72
4.4 COMPRESSIVE STRENGTH
The results for 28-day compressive strength can be seen in Table 4.5. The testing
protocol followed to obtain strength data is prescribed by ASTM C39, as listed in Section
3.4 of this report. Three cylinders were cast and cured for each mix design and tested in
axial compression on the 28
th
day. Standard deviations for the mean compressive
strength are listed in Table 4.5 and are all within the requirement of 7.8% set forth in
ASTM C39.
Mix design 4 produced the highest compressive strength with an average ultimate
value of 9206.7 psi. The LVM mix design, numbers 1 and 5 with an average of the two
average ultimate values of 8788.4 psi was the next highest value obtained in this research.
The results of these two mixes are consistent with previous research findings mentioned
in the literature review chapter of this report. Concrete compressive strength is greater
with the inclusion of metakaolin than that of concrete with silica fume with similar OPC
replacement values. The results of mix numbers 2 and 3 are also consistent with past
metakaolin and silica fume comparison studies. Mix number 2 was proportioned with
4.5% OPC replacement with silica fume and mix number 3 had 5% OPC replacement
with metakaolin. Mix number 3 demonstrated a higher ultimate compressive strength
than number 2 by 7.5%.
The first mix incorporating Caltite, mix number 6, had a compressive strength of
6890 psi, which was lower than its parent mix design, the LVM, with an average
compressive strength of 8788 psi. These results were consistent with past results from a
similar study by Cascade Testing in Seattle, Washington where a control mix and a
similar mix having water replaced by equal part Caltite were tested. The 28-day
73
compressive strength of the control mix was 12310 psi and that of the Caltite mix was
9980 psi. The reduction in compressive strength seen in this previous study of about 19.0
percent is similar to the results of this research of 21.6 percent. The Caltite was used as a
water replacement and accounted for as water in the water-to-cementitious material ratio.
The water-to-cementitious ratio was larger for this mix than the other mix designs tested
in this study. This larger ratio may have been the cause for the lower strength, as past
results have shown (Carette and Malhotra,1992). In addition, Caltite may not contribute
to the hydration process in the same manor as water does. Due to the removal of water
and replacement with Caltite, it could be speculated that similar hydration may not have
been possible, which could produce concrete with reduced strength.
Mix design 7 had a 28-day compressive strength of 6233.3 psi. As previous
results demonstrated, greater compressive strengths result from the inclusion of finer
supplementary cementitious materials such as silica fume or metakaolin (Calderone,
Gruber, Burg, 1994). The lower strength was expected due to the lack of these fines in
the mix design. Mix number 7 had the lowest strength of all of the mix designs tested,
and was just slightly lower than the required compressive strength of 6500 psi set forth in
the concrete specifications.
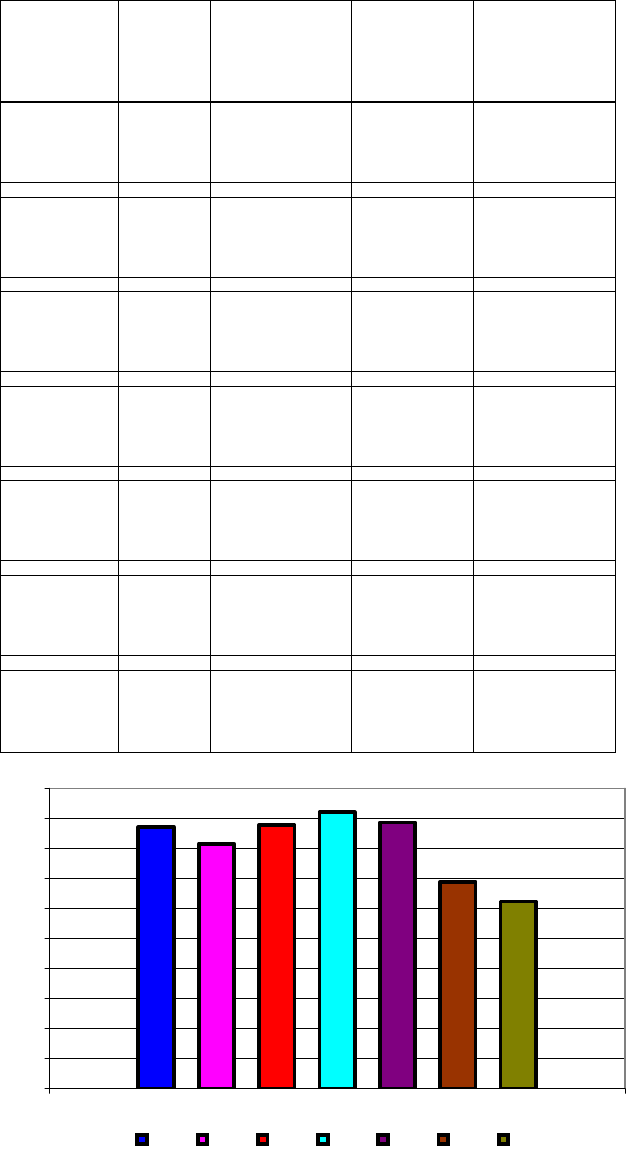
74
Table 4.5 – 28-Day Compressive Strength
28 day
Average
28- Day
Cylinder
Compressive Standard Compressive
Mix Design
# Strength (psi) Deviation Strength (psi)
1 8910
1 2 8650 177.8 8710
3 8570
1 8140
2 2 8200 32.1 8163.3
3 8150
1 8820
3 2 8780 50.3 8773.3
3 8720
1 9340
4 2 9080 130.1 9206.7
3 9200
1 8870
5 2 8820 45.1 8866.7
3 8910
1 7010
6 2 6800 108.2 6890
3 6860
1 6100
7 2 6350 125.8 6233.3
3 6250
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Mix Design
Compressive Strength (psi)
#1 #2 #3 #4 #5 #6 #7
Figure 4.10 – 28-Day Compressive Strength
75
4.5 CHLORIDE ION PENETRATION
ASTM C 1202 prescribes the testing method for determining the chloride
penetration resistance in of the concrete mixes. Two 4 by 8 standard cylinders were cast
for each mix to execute this test, as was stated in Section 3.5. Test results for the 28-day
cure chloride ion penetration tests can be seen in Table 4.6.
First, it should be noted that based on the creation of the LVM mix design, a
chloride permeability resistance adequacy standard was set at a maximum of 1000
coulombs passed at 56 day cure. Results for 56-day cure chloride permeability were not
determined in this research due to lack of test cylinders. This is a slight drawback since
the results cannot be compared directly to the permeability requirement set forth as a
basis for acceptability. However, trends can be noted using the 28-day data and the
results can be compared with those from prior studies to determine the adequacy of
chloride ion penetration resistance.
The lowest penetration result was mix number 5, the second phase LVM mix
design. The low level of charge passed, 1158 coulombs, was consistent with previous
LVM mix design permeability results. Lwin, Bruesch, and Evans (2001) reported test
results from initial LVM mix design development studies. Permeability results reported
were 1,198 coulombs at 28 days. This value was reduced to 790 coulombs at 56 days and
then further reduced to 584 coulombs at 90 days. At the time of the LVM construction,
113 permeability tests were performed on the LVM concrete and the results were
reported in the Concrete for Lacey V. Murrow Bridge Pontoons (1993), a WSDOT
document. The results for 28, 56 and 90-day tests had averages of 1327, 785, and 577
coulombs, respectively. The decrease in permeability is due to the further hydration of
76
the concrete with time and the resulting infilling of the porosity. This typical
characteristic of concrete can be assumed to act in a similar manor for all of the mixes
studied in this research. Thus, it can be assumed that all of the permeability values would
decrease as the cure time increased. Boddy, Hooton and Gruber (2001) demonstrated
such property in a study in which long-term chloride penetration resistance of concrete
containing high reactivity metakaolin was explored.
The addition of Caltite to the LVM mix to form mix design #6 increased the
chloride penetration at 28 days to 1337 coulombs. This amounted to a 15% increase in
permeability, though this mix design was the second most resistant to chloride ion
penetration in this research.
Mix design number 4, the metakaolin mix with 10% OPC replacement had
chloride permeability of 1682.5 coulombs. According to past studies, metakaolin
concrete has a similar, but slightly lower resistance to chloride ion penetration than does
silica fume concrete during early stages. Ding and Li (2002) found that for all OPC
replacement values, silica fume is more effective in providing improved chloride
resistance of concrete than metakaolin, but both were considerably better than their
control mix with no fine supplementary cementitious materials. Ding and Li reported
though, that after 90 days of observation, the silica fume and metakaolin 15%
replacement concretes displayed equal resistance results. This is a testament to the nearly
100% reactivity of the metakaolin and the further hydration that results over time. Due to
the results trend reported by Ding and Li, as well as conclusions reached by Boddy,
Hooton and Gruber (2001), it could be speculated that the permeability of the 10%
77
metakaolin modified concrete would reduce to below 1000 coulombs at 56 days, and
further reduction would occur by 90 days.
The conclusions to the aforementioned study by Ding and Li were not repeated
here when comparing mix number 2, the WJE Inc. mix recommendation containing 5%
silica fume, to mix number 3, which contained 5% metakaolin as OPC replacement. Mix
numbers 2 and 3 had chloride resistance results of 2380 and 1938.5 coulombs,
respectively. At 28 days, the metakaolin modified concrete showed greater resistance to
chloride penetration than did the fly ash and silica fume concrete. It should be noted that
the water to cementitious ratio was the same for both mixes, but the fly ash quantities
differed greatly between the two. Due to its reaction with OPC hydration and its small
size compared to OPC, it was shown that fly ash typically decreases concrete
permeability (Aitcin 1998), but this has not been displayed here in this early age test.
The curing conditions for these two mixes, as described in the Experimental Methods
chapter of this report, were alike, so the metakaolin mix simply outperformed the WJE
Inc mix in resistance to chloride ion penetration. It should be assumed that the
permeability of these mixes would decrease drastically by the 56
th
day of curing, possibly
reducing the amount of coulombs passed by half. In a previous study (Ozyildirim,1998)
examining the permeability of a concrete mix similar in proportion to mix 2, the number
of coulombs passed reduced from 1454 at 28 days to 490 at 90 days.
Mix design number 7 had the largest chloride ion penetration at 2858 coulombs
at 28 days. This is classified by ASTM C1202 as moderate. Due to the lack of a fine
supplementary cementitious material, such as silica fume or metakaolin, the porosity of
this mix was greater than the other mixes. It should be noted that a previous 58-day
78
chloride ion permeability test on a mix similar in composition to mix 7 produced an
average result of 895 coulombs (CTL 1999)
Table 4.6 – Rapid Chloride Permeability Test Results - 28 day
28 – Day
Charge Passed Average Chloride Ion
Mix Design Cylinder # (Coulombs) Coulombs Penetrability
8 1598
1
9 1660
1629* Low
17 2340
2
18 2420
2380 Moderate
26 1917
3
27 1960
1938.5 Low
35 1648
4
36 1717
1682.5 Low
44 1183
5
45 1133
1158* Low
53 1340
6
54 1334
1337 Low
62 2916
7
63 2800
2858 Moderate
Table 4.7 – Permeability Classifications
Chloride Ion Penetrability Based on Charge Passed
Charge Passed (coulombs)
Chloride Ion Penetrability
>4,000 High
2,000-4,000 Moderate
1,000-2,000 Low
100-1,000 Very Low
<100
Negligible
(ASTM C 1202 – 97)
79
80
CHAPTER 5: SUMMARY AND CONCLUSIONS
This research provides a comparative study of several concrete mix designs for
use in floating bridges for the purpose of improvements in existing practices. The Lacey
V. Murrow (LVM) mix design is used as a baseline mix and alterations are made to that
design to improved the concrete performance.
The concrete mixes were studied for their fresh and hardened properties including
the 28-day compressive strength, chloride ion permeability, creep and shrinkage. For
purposes of comparison and determination of a better mix design, it is advantageous to
have a reference mix. Results are tabulated in Table 5.1 and should be referred to when
reviewing the conclusions reached.
Results of this research reiterates that the LVM mix design is a quality, high
performance concrete mix. The LVM has performed well in all the categories tested, and
has only slightly been improved in some areas by certain mix alterations. Though the
mix design was developed in 1991, it remains a mix that is quite suitable for use in
concrete floating bridges. Bridge designers must evaluate the importance of minor
improvements in the LVM concrete performance for the benefits in the application.
Table 5.1 – Mix Design Test Results
Predicted Predicted
Average 28 day
Chloride 180-Day 180-Day
Compressive Average Ion Specific Creep Shrinkage
Mix Design
Strength (psi) Coulombs
Penetrability
(microstrain/psi) (microstrain)
Baseline 8788 1394 Low 0.359 349
2 8163 2380 Moderate 0.236 548
3 8773 1939 Low 0.297 394
4 9207 1683 Low 0.340 381
6 6890 1337 Low 0.343 376
7 6233 2858 Moderate 0.303 387
81
Mix design number 2 is a modified LVM mix, with decreased silica fume and
increased fly ash contents. The workability was acceptable and the fresh concrete could
attain similar slump to the LVM of 7.5 inches with a lesser amount of superplasticizer.
There was no indication of segregation. The 28-day compressive strength was 7.1%
lower, the permeability was classified as moderate, the 180-day specific creep decreased
by 34.3%, and the 180-day shrinkage was 57.2% greater than the baseline mix.
Mix design number 3 consists of high reactivity metakaolin at 5% OPC
replacement. Fly ash content was the same as the LVM and no silica fume was included.
The fresh concrete showed excellent performance with a slump of 9 inches when using an
equal amount of superplasticizer as the LVM mix. Compressive strength was only
slightly less by 1.7%, permeability was low, creep was reduced by 17.3%, and shrinkage
increased by 12.9%.
Mix design number 4 contains 10% high reactivity metakaolin as a supplementary
cementitious material. Fly ash content was the same as the LVM and no silica fume was
used. An 8.5-inch slump was measured with 7.0 fluid oz/cwt. The compressive strength
showed an increase over the LVM by 4.8%, permeability was low, 180-day specific creep
was reduced by 5.3%, and shrinkage increased by 9.1%.
Mix design number 6 contains the same quantities of cementitious materials and
superplasticizer as the baseline design, with a portion of the water replaced by Everdure
Caltite waterproofing admixture. Workability was excellent with the fresh concrete
attaining a slump of 8.5 inches. The compressive strength was decreased by 21.6%,
chloride ion permeability was low, creep was lower by 4.5%, and shrinkage was greater
than the LVM by 7.7%.
82
Mix design number 7 contains similar aggregate quantities as the LVM, as well as
equivalent amounts of OPC and fly ash. Silica fume is not used in this mix. Everdure
Caltite is added in place of equal parts mix water. The concrete attained a slump of 9.0
inches using 6.3 fluid oz/cwt of superplasticizer. The 28-day compressive strength was
6233.3 psi, showing a reduction in strength of 29.1%. The chloride ion permeability was
moderate, 180-day specific creep was 15.6% lower than the baseline mix, and shrinkage
increased by 11.0%.
General conclusions from the results of this research have been realized. The
reduction of silica fume and increase of fly ash proved successful in attaining required
specification properties. LVM concrete properties were improved by the inclusion of
high-reactivity metakaolin in some cases. Caltite waterproofing admixture reduced
chloride ion permeability in the LVM mix, but decreased 28-day compressive strength.
Concrete with insufficient compressive strength was created with the removal of silica
fume and the inclusion of Caltite.
The results and conclusions reached are reliable and can serve a valuable tool in
the selection of concrete for use in floating bridges. As is the case with any concrete mix,
tests must be performed to ensure the suitability for a given application. This research
could be viewed as a first step in the selection and testing of a concrete mix. However,
prior to implementing a particular mix, an engineer may need to perform additional tests
to ensure compliance with desired performance criteria. Large-scale wall and slab
sections representative of the bridge pontoons in which the concrete is to be used should
also be tested to ensure satisfactory constructability performance. Such studies are
critical for the successful implementation of a given concrete mix in floating bridges.
83
REFERENCES
1. “Concrete for Lacey V. Murrow Bridge Pontoons,” (1993). Wiss, Janney, Elstner
Associates, Inc. WJE No. 912145
2. “Results of ASTM C666 Rapid Freezing and Thawing, AASHTO T277 Rapid
Chloride Permeability, and AASHTO T259/260 90 Day Chloride Solution
Ponding of Specimens From Nine Concrete Mixes,” (1999). Construction
Technology Laboratory, Skokie, Illinois
3. Aitcin, P.C. (1998). High Performance Concrete. London. E & FN Spon.
4. Brooks, J. J. (2000). “Elasticity, Creep and Shrinkage of Concretes Containing
Admixtures,” ACI Special Publication 194, pp283-360
5. Brooks, J. J. (1999). “How Admixtures Affect Shrinkage and Creep,” Concrete
International, April
6. Brooks, J. J. and Johari, M.A. Megat. (2001). “The Affect of Metakaolin on
Creep and Shrinkage of Concrete,” Cement and Concrete Research
7. Brooks, J. J. and Neville, A. (1992). “Creep and Shrinkage of Concrete As
Affected by Admixtures and Cement Replacement Materials,” ACI Special
Publication 135-2, pp19-36
8. Brooks, J. J. and Neville, A.M. (1975). “Estimating Long-term Creep and
Shrinkage from Short-term Tests,” Magazine of Concrete Research. Vol 27 No.
90; March, pp. 3-12
9. Brooks, J. J. and Neville, A.M. (1978). “Estimating Long-term Creep and
Shrinkage from Short-term Tests,” Magazine of Concrete Research. Vol 30 No.
103; pp. 51-61
10. Burg, R.G. and Ost, B.W. (1994). “Engineering Properties of Commercially
Available High Strength Concretes,” Research and Development Bulletin - RD
104, Portland Cement Association, Skokie, Illinois, USA
11. Calderone, M. A., Gruber, K. A., and Burg, R. G. (1994). “High Reactivity
Metakaolin: A New Generation Admixture,” Concrete International, Nov, pp 37-
40
12. Carreira, D.J. and Burg, R.G. (2000). “Testing for Concrete Creep and
Shrinkage,” ACI Special Publication 194, pp381-420
84
13. Carrette, G.G., Bilodeah, A., Chevrier, R.L., and Malhotra, V.M. (1993).
“Mechanical Properties of Concrete Incorporating High Volumes of Fly Ash from
Sources in the U.S.,” ACI Materials Journal, Nov-Dec, Vol. 90 No.6, pp.535-544
14. Carrette, G.G.and Malhotra, V.M. (1992). “Long-Term Strength Development of
Silica Fume Concrete”, Proceedings, Canmet/ACI 4
th
International Conference
on Fly Ash, Silica Fume, Slag and Natural Pozzolans in Concrete, Istanbul, ACI
SP-132, vol. 2, ed. V.M. Malhotra, American Concrete Institute, Farmington
Hills, Mich., pp. 1651-1671
15. Collins, T.M. (1989). “Proportioning High-Strength Concrete to Control Creep
and Shrinkage,” ACI Materials Journal, Nov-Dec, Vol 86, No. 6, pp.576-580
16. Dhir, R. K. and Dyer, T. D. (1999). Modern Concrete Materials. Thomas
Telford Publishing, London
17. Dilger, W.H. and Wang, C. (2000). “Creep and Shrinkage of High Performance
Concrete,” ACI Special Publication 194. pp 361-371
18. Ding, J.T. and Li, Z. (2002). “Effects of Metakaolin and Silica Fume on
Properties of Concrete,” ACI Materials Journal V. 99, No. 4, July-August. pp
393-398
19. Dusenberry, D. O. (1993). “What Sank the Lacey Murrow?,” Civil Engineering
(New York), v. 63, n. 11, Nov. p 54-57.
20. Feng, N.Q., Chan, S.Y.N., He, Z.S. and Tsang, M.K.C. (1997). “Shale Ash
Concrete,” Cement and Concrete Research, Vol. 27 No. 2, pp. 279-291
21. Firth, C. R. (1993). “What Sank the Lacey Murrow? The Contractor’s Case,”
Civil Engineering (New York), v. 63, n. 11, Nov. p 58-59.
22. Gloyd, Charles S., (1988) “Concrete Floating Bridges,” Concrete International,
May
23. Goodspeed, C. H., Vanikar, S. and Cook, R. A. (1996). Concrete International,
Vol 18, Issue 2, February
24. Jianyong, Li and Yan, Y. (2001). “A Study on Creep and Drying Shrinkage of
HPC,” Cement and Concrete Research 31, pp 1203-1206
25. Khatri, R. P. (1995). “Effect of Different Supplementary Cementitious Materials
on Mechanical Properties of HPC,” Cement and Concrete Research, Vol. 25, No.
1
85
26. Lwin, M. Myint (1999). Chapter 22 - Floating Bridges. Bridge Engineering
Handbook, CRC Press, LLC
27. Lwin, M. Myint, (1989). “Design of the Third Lake Washington Floating Bridge,”
Concrete International, Feb. p 50-53.
28. Lwin, M. Myint, Bruesch, Alan W. and Evans, Charles F. (2001). “High
Performance Concrete for a Floating Bridge,” Fourth International Bridge
Engineering Conference; pp. 155-162
29. Lwin, M. Myint, Gloyd, Charles S. (1984). “Rebuilding the Hood Canal Floating
Bridge,” Concrete International, June, p 30-35.
30. Lwin, M. Myint. (1993). “Floating Bridges – Solution to a Difficult Terrain,”
Transportation Facilities through Difficult Terrain, Wu & Barrett. Balkema,
Rotterdam, ISBN 90 5410 3434
31. Memon, A.H., Radin, S.S., Zain,M.F.M. and Trothier, Jean-Francois. (2002).
“Effects of Mineral and Chemical Admixtures on High Strength Concrete in
Seawater,” Cement and Concrete Research 32, pp 373-377
32. Neville, A.M., Dilger, W.H. and Brooks, J.J. (1983). Creep of Plain and
Structural Concrete, Longman Inc; New York.
33. Nichols, C. C., (1964). “Construction and Performance of Hood Canal Floating
Bridge,” Symposium of Concrete Construction in Aqueous Environments. ACI
Publication SP-8, P. 97-106. ACI
34. Ozyildirim, C. (1998). “Fabricating and Testing Low-Permeability Concrete for
Transportation Structures,” VTRC 99-R6, Virginia Transportation Research
Council, FHA, August
35. Paulson, K.A., Nilson, A.H., Hover, K.C. (1991). “Long-Term Deflection of
High-Strength Concrete Beams,” ACI Materials Journal, Mar-Apr, Vol 88, No. 2,
pp. 197-206
36. Persson, Bertil. (2001). “A Comparison between Mechanical Properties of Self-
Compacting Concrete and the Corresponding Properties of Normal Concrete,”
Cement and Concrete Research 31, p 193-198, USA
37. Ramachandran, V.S. (1995). Concrete Admixtures Handbook, 2
nd
Edition; Noyes
Publications; Park Ridge, New Jersey, USA
38. Sicker, A. and Huhn, M. (1997). “The Influence of Admixtures on the
Rheological Properties of Mortars,” Helm Lacer No. 2
86
39. Xu, Yunsheng and Chung, D. D. L. (2000). “Improving Silica Fume Cement by
Using Silane,” Cement and Concrete Research
40. Yamamoto, T. (1990). “Creep and Shrinkage of High-Strength Reinforced
Concrete Columns,” Transactions of the Japan Concrete Institute, Vol. 12, pp.
101-106
41. Zia, P., Ahmad, S.H., Leming, M.L., Schemmel, J.J. and Elliott, R.P. (1993).
“Mechanical Behavior of High Performance Concretes, Volume 5: Very High
Strength Concrete,” Strategic Highway Research Program, National Research
Council, Washington, D.C., xi, 101pp. (SHRP-C-365)
42. Zia, P., Leming, M.L., Ahmad, S.H., Schemmel, J.J., Elliott, R.P., and Naaman,
A.E. (1993). “Mechanical Behavior of High Performance Concretes, Volume 1:
Summary Report.” Strategic Highway Resesarch Program, National Research
Council, Washington, D.C., xi 98, pp. SHRP-C-361.
87
CHAPTER 6: LITERATURE REVIEW
This literature review focuses on three main topics. The first one is the history of
floating bridges with special attention to the Hood Canal Floating Bridge. The second
topic is on mix designs used on past floating bridges in the state of Washington. Finally,
the third topic is on concrete experiments that addressed leakage tests through cracked
concrete elements, waterstop testing and compaction level tests for concrete construction
joints.
6.1 FLOATING BRIDGE HISTORY
Floating bridges have been an important element of the transportation system for
the Puget Sound and Seattle, Washington area for over 60 years. Lwin (1993b) stated
that floating bridges have been constructed to cross wide bodies of water where the depth
of water is very great or the soil bottom is too soft making conventional bridges too
expensive. Lwin et al. (1984) discussed a relative cost analysis performed during the
replacement of the west half of the Hood Canal Floating Bridge in the early 1980's. The
relative cost of the floating bridge replacement was at least two-and-a-half times less
expensive than a conventional fixed bridge. Lwin (1993b) stated that experience has
shown prestressed concrete bridges are an economical, durable and low maintenance
bridge solution.
6.2 HOOD CANAL DESIGN AND CONSTRUCTION
The west half of the Hood Canal Floating Bridge sank under high winds in 1979.
Lwin et al. (1984) speculated that the failure could have been caused by dynamic loading
due to wind and waves, slippage of the anchors, ponding of water on the pontoon decks
88
or water entering inside the pontoons. The west half was rebuilt and completed in 1982.
The undamaged east half was left unchanged at the time.
Typical pontoon dimensions of the east half of the Hood Canal Bridge were
described by Henley et al. (1997) as having widths of 50ft, heights of 14.3ft and pontoon
drafts of 9.2ft with post-tensioning only in the longitudinal direction. Nichols (1964)
discussed the construction process involved in pouring the pontoons for the bridge’s east
half. Concrete was poured through metal chutes to limit segregation. The maximum
concrete drop height from the end of the chutes was limited to five feet and was allowed
to spill out into the bottom slab area. The concrete was consolidated about 1 to 2 hours
after placement by allowing vibrators to sink of their own weight in the partially stiffened
mass.
Henley et al. (1997) discussed the dimension changes made to the Hood Canal
Bridge’s west half following the rebuilding after the 1979 storm. Typical dimensions of
pontoons for the west half of the bridge have widths of 60ft, heights of 18ft and pontoon
drafts of 12ft. The pontoons are post-tensioned transversely, vertically and
longitudinally. Lwin et al. (1984) described the construction of the west half of the
floating bridge following the storm. The pontoons used for the replacement west half
were divided into compartments 20ft wide by 30ft long. A 28day compressive strength of
6500psi was required. Coarse aggregate was limited to ¾ inch nominal maximum size.
Non-air entrained concrete was used. Pontoons consisted of “C” and “T” shaped precast
segments that were assembled by joining precast segments with cast-in-place concrete.
Pontoons were assembled in graving docks and floated to the site.
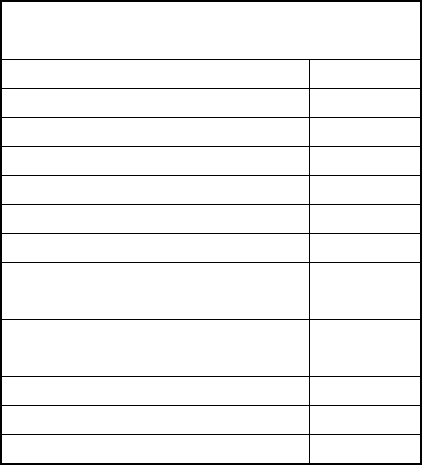
89
6.3 MIX DESIGN
The mix design used for the Lacey V. Murrow Floating Bridge in 1991 has
performed well in the field and will be used for the Hood Canal East Half Replacement
Project. Lwin et al. (1995) stated that the LVM mix was designed towards water-
tightness and durability because of their importance in the long-term performance of a
floating structure exposed to water and severe environmental conditions. The LVM mix
design is shown in Table 7.1. The report by Wiss, Janney, Elstner Associates, Inc. (1993)
found that water-tightness and durability are achieved through low water-cement ratios
and through the use of dense cement paste between aggregates.
Table 7.1 LVM Mix Design (after Lwin et al. 1995).
Weights per cubic yard (saturated,
surface-dry)
Concrete Constituent lbs.
Type II Portland cement 624
Silica fume (AASHTO M307)
50
Fly ash (AASHTO M295) 100
Paving sand 1295
Coarse aggregate 1770
Water 255
Water Reducing Agent
(ASTM C494), ounces
25
Superplasticizer (ASTM
C494), ounces
131
Air entrainment: none
Water/cement ratio 0.33
Slump, in 7
The report also found that the maximum water-cement ratio to limit concrete
permeability should be 0.33. The required LVM mix strength was 6500psi and was
easily achieved. Non-air entrained concrete was used for the pontoons because of the
mild climate. A maximum coarse aggregate size of a ½ inch was specified but a 3/8-inch
90
aggregate was ultimately used because of availability. To improve bond across the
construction joint the surface of the hardening concrete was water-blasted to expose the
aggregate. The roughening of the surface was reported to enhance the chemical adhesion
and mechanical interlock across the joint. Lwin et al. (1995) stated that a slump of seven
to nine inches was used for the mix and produced a flowable concrete that provided good
workability.
The LVM mix was designed after failure of the first Lacey V. Murrow Bridge in
1990. Lwin et al. (1994) described that the new mix was made using high performance
silica fume concrete to assure low permeability and shrinkage, thereby reducing the risk
of another failure. To further lessen the danger of failure individual cells were isolated
from adjacent cells to reduce the risk of flooding multiple cells in the event of a leak. As
another safety precaution Lwin (1993a) stated that individual cells were monitored by
sensors installed in each watertight compartment for early detection and warning of water
entry. An alarm would sound in the event of a leak notifying personnel to start the bilge
pumps. All the aforementioned safety improvements in addition to others were
implemented based on recommendations of a Blue Ribbon Panel, established after the
sinking of the Lacey V. Murrow Bridge in 1990.
6.4 WATER LEAKAGE TESTS THROUGH CRACKED CONCRETE
ELEMENTS
Dusenberry et al. (1993) performed tests on water flow rate through a cracked
reinforced concrete element. The dimensions of the concrete test sections were
predetermined as was the placement of reinforcement within the test specimen. The
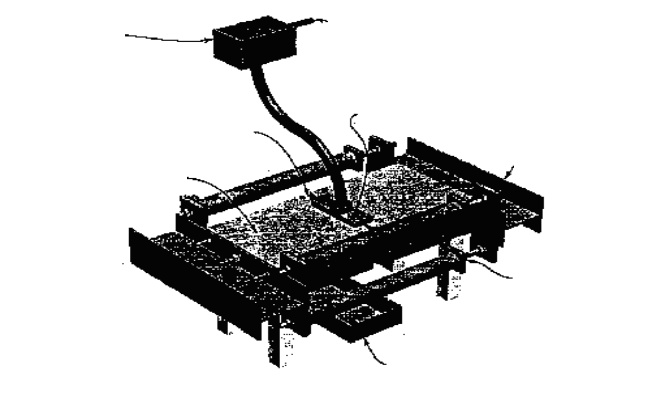
91
reinforced specimens were cast monolithically and allowed to cure for seven days before
being physically cracked using hydraulic jacks.
A hydraulic head of 2.13m was applied to the crack face. The pressure was
applied to the specimen through a pressure chamber attached to the top surface of the
specimen. The pressure was maintained by an elevated reservoir with a continuous water
supply and overflow tube as shown in Figure 7.1. Water flow rate through the crack was
measured by recording the weight of collected water in a tarred pan placed beneath the
specimen over a measured time period.
Dusenberry et al. found that the equation Q = T * dh/dl where T is transmissity
and dh/dl is the hydraulic gradient through the wall thickness for smooth planar cracks
with parallel surfaces can be modified by an adjustment factor for non-smooth surfaces.
The adjustment factor reduces flow through new cracks smaller than 0.5mm and is partly
caused by roughness within the crack. The adjustment factor C is expressed as,
C = K(1-b
0
/b)
3
where K = 0.118, b
0
= 0.013mm and b is crack width in millimeters.
Figure 7.1 - Test configuration (after Dusenberry et al. 1993).
Constant
reservoir
elevation Overflow tube
Pressurized tank
Jacking
Jacks for crack
Width control
Water collection pan
Notches to induce
crack
(
sealed for test)
Concrete
specimen
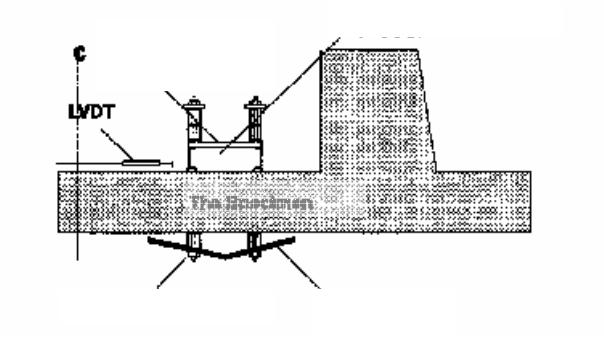
92
Rashed et al. (2000) presented the results of the experimental phase of a research
program into the behavior and design of partially prestressed concrete water containment
structures. Typical wall sections were 250mm (9.84in) thick. The wall sections were
cracked using hydraulic jacks. A 300 by 1000mm plexi-glass chamber was fixed to the
top of the concrete specimen as shown in Figure 7.2 and filled with pressurized water
from a cylindrical steel container. Air pressure equivalent to 8-10m head of water was
applied to the water through the pressure regulator. A pressure of 70kPa (10.15psi) was
applied on the joint.
Figure 7.2 - Leakage test setup (after Rashed et al. 2000).
Water was collected from the underside of the joint and transferred to a graduated
cylinder. The volume of water collected was recorded manually together with the
corresponding time. Additionally, the leakage rate was recorded using load cells located
beneath the pressurized water container that measured the decreasing container water
weight. The weight of water lost was recorded electronically along with the
corresponding time.
Pressure chamber
Plexi
-
glass
)
drip pan
Hold down frame
The Specim
en
93
Under a constant pressure of 70kPa specimens were subjected to a hydraulic
jacking force until leakage occurred. Leakage began for an average crack width of
0.1mm from the north side and 0.03mm from the south side of the specimen in only a few
minutes. Once leakage occurred jacking was stopped and water loss measurements were
taken until water penetration stopped at which point the jacking force was increased and
the process continued. Leakage rates were initially low and decreased with time. For
through cracks with effective widths less than 0.15mm, the cracks leaked initially and
then self-sealed. Cracks with wider effective widths flowed continuously.
Clear (1985) performed tests to observe autogenous healing in concrete
specimens. Autogenous healing of concrete reduces the flow of water through a crack at
rates primarily affected by the width of the crack. Initial reduction in flow is due
primarily to blockage of the flow path by loose particles already in the crack that is later
enhanced by precipitation of calcium carbonate.
Site observations were performed on an existing water reservoir three-and-a-half
months old. Moisture was collected from two existing cracks in the walls of the reservoir
using aluminum gutters. Flow rates were determined by recording the time necessary to
collect a measured volume of water. Flow was recorded during the filling of the reservoir
and for the following two weeks when the cracks were subject to a constant head of
water. After the maximum water level in the tanks was reached the flow rates decreased
with time at an ever-decreasing rate.
A lab experiment was also performed to observe autogenous healing in a 150mm
3
concrete block. The block was cracked two days after casting through the use of jacking
bolts embedded in the concrete. The specimen was jacked until surface widths of 0.1, 0.2
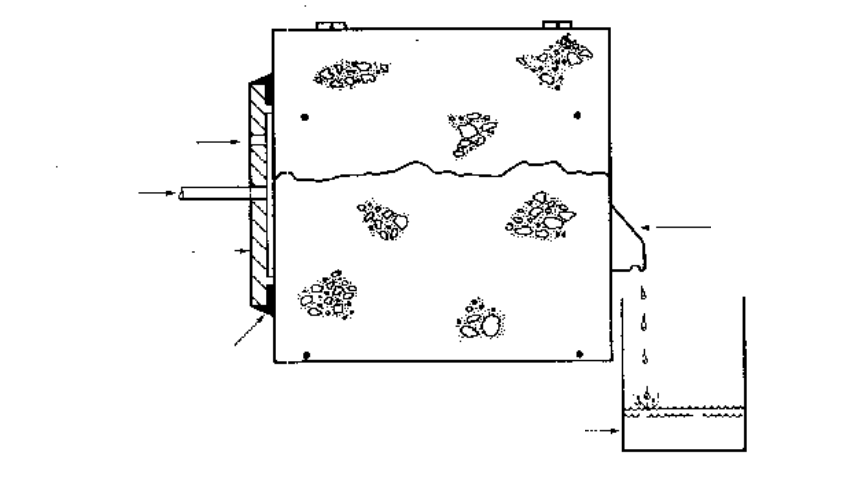
94
or 0.3mm were observed. A hydraulic gradient of 22.5 was selected for the program to
represent a severe case (height of fluid column/thickness of wall) and was obtained using
a constant-head water tank attached to the entrance of the specimen. An elevation head
of 3.37m of water was maintained. Water passing through the crack was collected and
the time recorded to determine flow as shown in Figure 7.3. After seven days of flow,
each crack specimen was dismantled so that material within the crack could be examined.
Figure 7.3 - Cross-section of testing experiment (after Clear 1985).
The leakage of water through cracks in concrete is mainly proportional to the
effective width of the crack. The smaller the initial effective width, the faster the crack
will seal. The healing mechanism is a combination of mechanical blocking and chemical
precipitation of calcium carbonate. Results revealed that filling the reservoir slowly
could significantly reduce the total loss of water from the reservoir.
plasticine
sill to divert
water as it leaves
crack
collecting vessel
adhesive
water supply
and filter
manometer
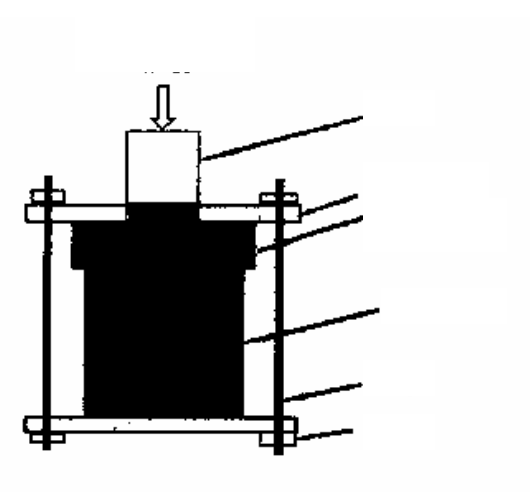
95
6.5 MOIST CURING AND PERMEABILITY
Tan et al. (1995) performed tests on 100mm by 100mm cube specimens of
concrete aged two months to determine the desirable moist curing conditions necessary to
limit permeability. The testing faces were brushed before a water pressure was applied to
the face of the tested specimens as shown in Figure 2.4. Pressure heads of 0.3, 0.5, and
0.7 MPa were applied for the 1
st
, 2
nd
, 3
rd
day respectively. Specimens were split at the
conclusion of testing to determine their penetrating fronts. Tests revealed that specimens
cured in water for two days did not show significant differences in permeability as those
cured in water for six days. Only specimens soaked for 28 days showed significant drops
in concrete permeability. In all cases, the silica fume concrete had a much higher
resistance to water penetration than the specimens without.
Figure 7.4 - Test setup for water penetration test (after Tan et al. 1996).
Pressured water
inlet
Tube
Steel
Plate
Testing cell
Specimen
Bolt
Nut
96
6.6 WATERSTOP TESTING
Tatro et al. (1988) summarized techniques for replacing damaged waterstops,
primarily in dams. Waterstop failures are generally attributed to excessive movement of
the joint which ruptures the waterstop, honeycomb areas adjacent to the waterstop
resulting from poorly consolidated concrete, contamination of the waterstop surface
which prevents bond to the concrete, punctures of the waterstop or complete omission
during construction and breaks in the waterstop due to inadequate or non-existing splices.
The life of a waterstop is related to the relative movement across the joint. As the
movement increases the life of the waterstop decreases.
Wallis’ (1992) paper looks into efforts to decrease or eliminate water penetration
through underground tunnel walls. Water penetration can cause safety hazards through
freezing and unsightly stains. Wallis (1992) reported that water will always find a path
around obstacles and creating an impermeable barrier (waterproofing membrane)
between water source and protected environment is most cost effective and secure
method of ensuring a watertight underground structure.
Kishel (1989) performed tests to study the cost effectiveness of providing a lining at
contraction joints between concrete slabs that make up the lining of a canal. The linings
are often waterstops or sealants applied to the joint to limit water leakage. Seepage rate
tests were performed on an unlined concrete canal in Arizona. Information was also
available for two canals located within 100 miles of the test site that were lined with
polyvinyl chloride strips or elastomeric sealant.
Evaporation of water from the canal was determined through the use of a class A
Weather Service evaporation pan that was installed next to the pan in a secure area. The
97
seepage rate for the unlined canal was calculated as 0.036ft
3
/ft
2
/day. The seepage rate for
the two canals with linings was found to range between 0.0110-0.090ft
3
/ft
2
/day. The
open jointed canal rates were within the range of the sealed joint canal. The value of
water saved over a 20- or 30- year payback period would be less than the cost of sealing
at present cost levels. Observed rates indicate a lack of economic justification for
providing contraction joint sealing.
6.7 COMPACTION LEVEL FOR CONCRETE CONSTRUCTION JOINTS
Liou (1996) described tests to determine the effects of construction joints in the
Kawasaki man-made island in the center of Tokyo Bay. The island was so extensive that
the concrete for the basemat-of the island would have to be completed in several pours.
The tests were designed to simulate the worst conditions that could be experienced in the
field. They wanted to determine the best placing schedule and compaction level for the
concrete to produce the best joint. The joint was evaluated in terms of compressive
strength tests of cylinders and when testing initial vibration, slump tests were also
performed.
The concrete used in the tests was too flowable to allow meaningful conventional
slump data to be gathered. The worst-case condition experienced in the field was for a
joint that formed a 45-degree angle. Liou (1996) found that compaction of concrete
layers seems to have a beneficial effect on the compressive strength of the large-sized
concrete specimen (150mm diameter, 300mm high). Tests showed that placement delay
times longer than four hours seemed to have a slight detrimental effect on the strength.
Also, the initial vibration of the concrete delays the hardening process in the concrete and
prolongs its workability over time.
98
Loiu (1996) reported that the level of compaction was simulated by either striking
a concrete layer with a standard stick a predetermined number of times or by introducing
a small vibrator into the concrete layer. A test specimen that simulated a medium
compaction level in the field received 10 stick strikes in each of the two casting layers of
concrete; while a test specimen that simulates maximum compaction level in the field
received 25 stick strikes per layer. When a vibrator was used it was carefully introduced
into the sample at several equally spaced points for a total vibrational duration of 40
seconds. This helped to obtain uniform compaction and to avoid segregation in the
sample. Results showed that vibration provided by a small vibrator generally had a better
effect than vibration provided by using a striking rod.
6.8 SUMMARY
The literature review has revealed that limited research is available on joints in
floating bridges. The main reasoning for this limited information is due to the fact that
only a limited number of floating bridges exist in the world. It is evident from this
limited literature that there have been two approaches to deal with water penetration
through concrete joints. The first one is the use of special material added to the joint that
act as water stoppers or barriers to water flow. The chemical composition, placement and
application processes of these materials vary significantly. The second approach is to
allow the rough surfaces of concrete joints to act as barriers for the flow. The
experimental plan in the remaining parts of this thesis investigates the effectiveness of
these two approaches in reducing or eliminating water infiltrations through joints in
floating bridges.
99
CHAPTER 7: MATERIALS AND TESTING METHODS
7.1 MIX DESIGN SPECIFICATIONS
The mix design for the reconstruction of the Lacey V. Murrow Floating Bridge
across Lake Washington was used for this project. The mix was chosen based on its
water-tightness, durability and low permeability. The mix was modified to use only a
superplasticizer, Glenium 3000 NS instead of the normal and high-range water reducers.
The materials needed to produce the test specimens were shipped from mixing plants
around the state to Washington State University. Table 8.1 contains the mix design
chosen for the laboratory experiments. The final mix prepared at Washington State
University is described in Table 8.2.
7.2 TEST SPECIMENS
Specimen dimensions were chosen after studying a typical joint in the Hood Canal
Floating Bridge. The joint had a thickness of 18 inches with a 3/4in deep by 9-inch long
keyway centered within the joint as shown in Figure 8.1. Test specimen dimensions were
reduced because of space and weight considerations. Specimens needed to be small
enough to construct and store within a tight work area and be light enough to allow easy
handling. Smaller dimensions produced a worst-case scenario because the wall
thickness, and therefore the distance water must travel through the joint would be far
greater in the field.
Specimens were 8 inches thick, 16 inches long and 12 inches tall. A construction
joint was placed halfway up the height and contained a 1/2in deep by 3-inch wide
keyway centered in the specimen's depth. Two thin steel plate’s 1/8in thick, 8 inches
100
wide and 16 inches long were bonded to the freshly poured concrete at the top and
bottom of the 12in tall specimen. Figure 8.2 shows the dimensions and layout of a
typical specimen. The plates were designed to help hold the freshly poured concrete in
place and distribute the pressure applied to two 7/8in steel bars embedded into the
concrete. The steel bars were attached to nuts welded to the bottom steel plate. Two
one-inch diameter openings in the top steel plate were provided to allow the bars to slide
through. Schematics of the steel plates are shown in Figure 8.3.
The steel bars were spaced 8 inches on-center at the center of the specimen's
thickness. The bars were threaded over the bottom one-inch of length to allow threading
into nuts welded to the bottom plate. Threading was provided over the top 19 inches of
the 30in bar length to allow threading of a nut. Figure 8.4 shows a picture of the steel
bars and lower plate.
Specimens were cast within forms built for the experiment. The forms were
connected together to make the necessary dimensions. Two sets of forms were created
for each specimen. The first set was 6 inches tall while the second set was 12 inches tall.
The 6-inch forms created a box placed over the lower steel plate. The two 7/8in steel
bars were connected into the plate and a one-inch diameter PVC tube was placed around
the steel bars. The tube separated the concrete from the steel reducing the chances of
small stress cracks near the steel. The tubes were cut just long enough to measure 12
inches when added to the height of the nuts they rested on. Figure 8.5 shows the
placement of forms around the steel bars and the location of the PVC tubes covering the
steel bars.
101
Six 10in long carriage bolts were embedded into the specimen's face. The bolts
were applied in a circular pattern with the construction joint located in the center. The
bolts were needed to attach a pipe with flanged fitting to the face of the specimen. The
pipe supplies a water pressure to the face of the specimen. Holes were drilled into the
forms in the locations of the flange's boltholes. The carriage bolts were embedded
halfway into a specimen's depth with a 1/2in flat washer glued to each bolt to provide
additional pullout resistance.
Concrete compaction and smoothing completed the construction of the initial
concrete pour. A hand trowel was used to smooth the surface of the joint and to create the
keyway shown in Figure 8.6. The 6-inch specimens were placed near wet burlap and
covered for 24 hours to cure. After the 24-hour period ended specimens were removed
from the 6-inch forms and the 12in forms were fastened in place.
The final pour of concrete was 48-hours after the completion of the initial pour.
The concrete was compacted and smoothed by hand trowel. The top steel plate was fitted
over the 7/8in steel bars and firmly pressed down onto the freshly poured concrete.
Specimens were placed beside wet burlap and covered for 24-hours to cure. After 24
hours specimens were removed from the forms creating a finished specimen as shown in
Figure 8.7.
Two 60ton hollow plunger cylinders were used in unison to tension the 7/8in steel
bars of each specimen simultaneously. A nut was threaded the full 18 inches onto the
steel bars. The nuts were threaded until hand-tight against the steel plate. A steel spacer
was then placed over the bars to provide room for tightening the nuts after jacking. The
hydraulic cylinders were placed over the bars to rest on the spacer. A one-inch thick steel
102
bar with two one-inch circular openings was placed over the cylinders. Finally a nut was
threaded down the 7/8in bars to the one-inch thick steel bar. The post-tensioning setup is
shown in Figure 8.8.
The nuts were tightened against the one-inch thick steel bar before the hydraulic
cylinders were loaded. A hand pump with pressure gauge was used to load the cylinders.
The two cylinders were attached to the hand pump by a pressure T that applied an equal
pressure to both cylinders. The cylinders were loaded slowly forcing the one-inch steel
bar and top nuts upward applying tension to the 7/8in steel bars. The system was loaded
to a 3000psi gauge pressure reading on the hand pump before the bottom nuts were
tightened and the pressure was released from the cylinders. The top nuts, one-inch thick
steel bar, hydraulic cylinders and steel spacer were then removed from the specimen.
The process was repeated with all post-tensioned specimens. Loading of each specimen
took a few minutes to complete.
Each post-tensioned bar was assumed to apply a pressure to the concrete over a
confined area 3 inches in diameter. The thin steel plate resting on the specimens was too
thin to effectively distribute the applied pressure after the force was transferred from the
cylinders to the steel bars. The pressure applied to the concrete by the jacking force was
calculated as 5402.78psi by the equation:
P = (P
j
* A
hc
* N) / A
e
(8.1)
where:
P = pressure applied to the specimen (psi),
P
j
= pressure supplied by hand pump to cylinders (3000psi),
A
hc
= effective area of one hydraulic cylinder (12.73in
2
),
103
N = number of cylinders (2),
A
e
= area of concrete effected by one hydraulic cylinder (assumed 3in diameter effective
area =7.07in
2
).
The 5402.78psi pressure applied to the concrete is much higher than that seen in
the field. The pressure applied to the joint in the field is about 450psi at the joint. This
was determined based on a 180kip force applied by tendons spaced 2ft on-center. The
original pressure supplied by the hand pump was determined assuming that the force
applied to the specimens would be applied over the entire surface of the specimens. The
pressure this would have applied to the specimens assuming losses totaling 25% from the
jacking system was 447psi. The plates located at the top and bottom of the specimens
were too thin to effectively distribute the pressure throughout the specimen, hence the
high-pressure concentration.
The increased compressive stress around the steel bars should not affect the
results. The increased stress was over a very small area that increased the stress in that
area but should not have significantly increased the stress in the surrounding areas. This
increased stress would affect water penetration through the joint within this elevated
compression area but should not affect the surrounding areas of the joint. The majority of
the joint was unaffected by the increased compressive stress and would have functioned
normally.
104
Table 8.1 Mix Design
Weights per cubic yard (saturated,
surface-dry)
Concrete Constituent lbs.
Type II Portland cement 624
Silica fume (AASHTO M307)
50
Fly ash (AASHTO M295) 100
Paving sand 1295
Coarse aggregate 1770
Water 255
Water Reducing Agent
(ASTM C494), ounces
none
Superplasticizer (Glenium
3000 NS), floz/cwt
4-12
Air entrainment: none
Water/cement ratio 0.33
Slump, in 7-9
Compressive Strength, f'c, psi
6500
105
Table 8.2 Final Mix Design
Weights per cubic yard (saturated,
surface-dry)
Concrete Constituent lbs.
Type II Portland cement 624
Silica fume (AASHTO M307) 50
Fly ash (AASHTO M295) 100
Paving sand 1295
Coarse aggregate 1770
Water 255
Water Reducing Agent
(ASTM C494), ounces
none
Superplasticizer (Glenium
3000 NS), floz/cwt
5.50
Air entrainment: none
Water/cement ratio 0.33
Slump, in 8
Compressive Strength, f'c, psi
8788
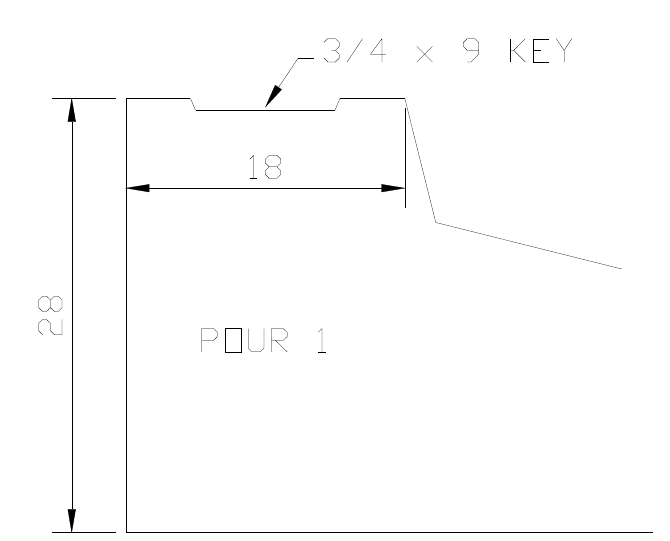
106
Figure 8.1 - Keyway dimensions in field (after Hood Canal Retrofit and East-half
Replacment Construction Plans: SEC C-C).
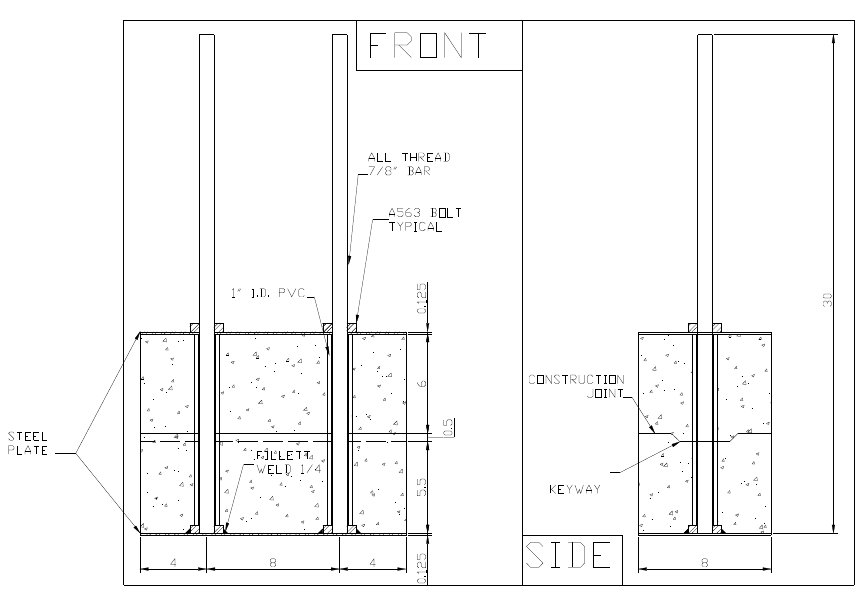
107
Figure 8.2 - Test specimen dimensions.
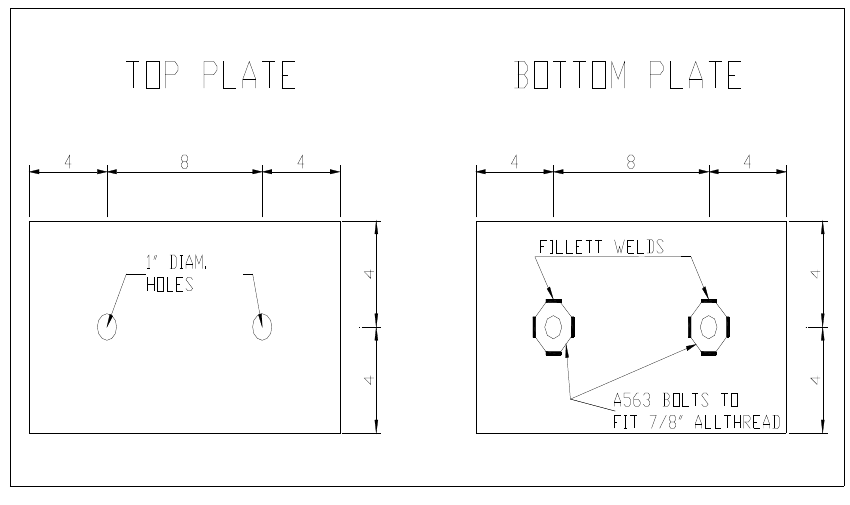
108
Figure 8.3 - Dimension specifications for the steel plates.

109
Figure 8.4 - Steel Bars 7/8in diameter screwed into bottom plate.
THREADED
BAR
WELDED
NUT
7/8”
BAR
STEEL PLATE
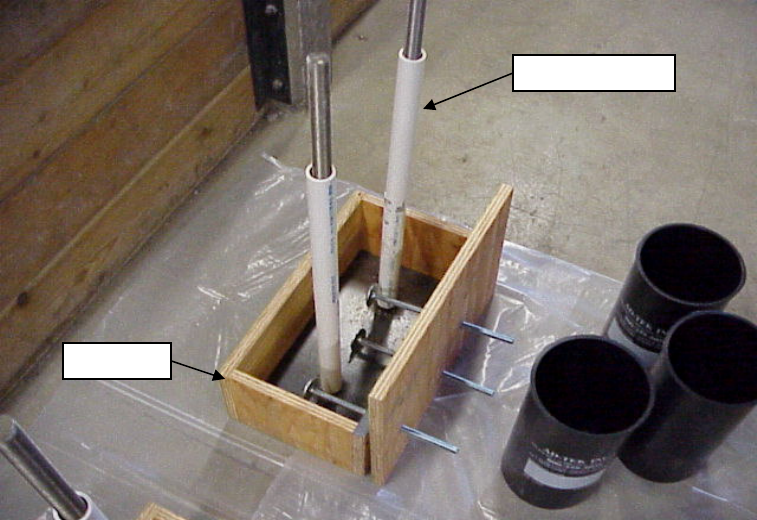
110
Figure 8.5 - Construction setup for initial concrete pour.
FORMS
PVC
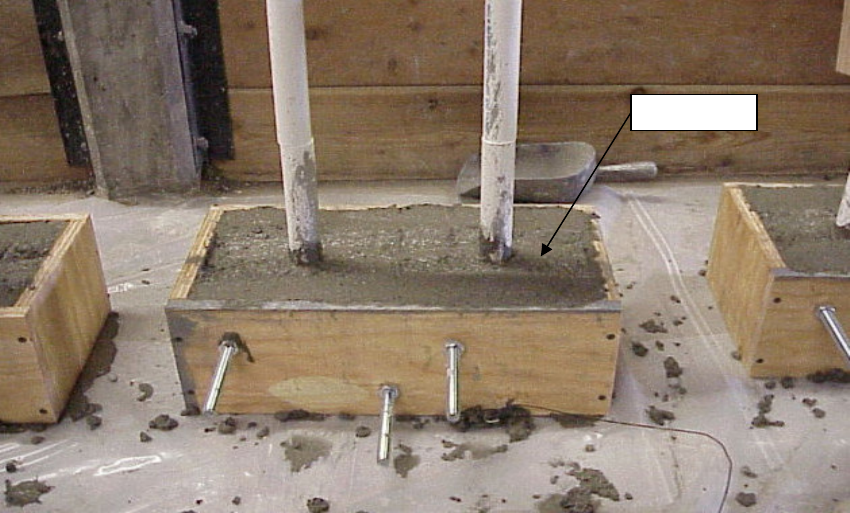
111
Figure 8.6 - Completed keyway of initial pour.
KEYWAY

112
Figure 8.7 - Completed test specimens.
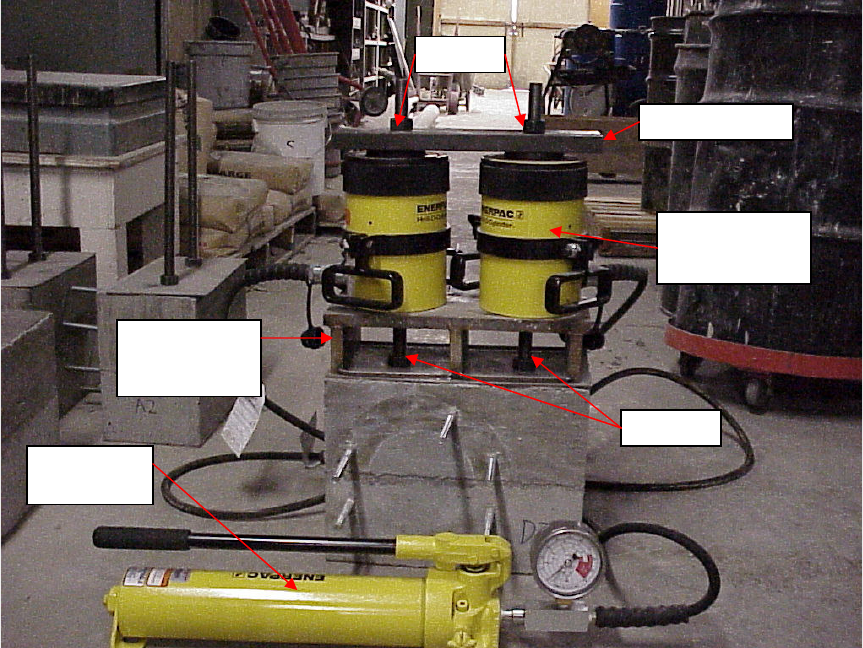
113
Figure 8.8 - Hydraulic cylinder setup for post-tensioning the specimens.
NUTS
STEEL BAR
HYDRAULIC
CYLINDER
STEEL
SPACER
NUTS
HAND
PUMP
114
7.3 PRODUCTS AND CONSTRUCTION METHODS TESTED
Products chosen for testing were determined based on manufacturer's
recommendations and available product data sheets. Tested products included waterstops
designed to prevent water penetration by forming a preventive barrier within the joint and
a cement coating designed to prevent water penetration by forming a barrier outside the
joint. The chosen products are listed in Table 8.3.
The construction methods chosen for laboratory testing were based on
recommendations from the Washington State Department of Transportation (WSDOT
2001) and companies within the concrete industry. The different methods were designed
to decrease water leakage at the joint by either; improving bond across the joint,
increasing the surface area that water must follow to pass through the joint or by
improving compaction at the joint. The construction methods chosen are listed in Table
8.4.
115
Table 8.3 - Products tested in experiments.
Product Company
Advantages Placement
MC-
2010MN
(Waterstop)
Adeka
Ultra Seal
USA
expands upon contact with water,
forms water barrier
within keyway on
negative pressure side of
7/8in steel bars
Synko-flex
(Waterstop)
Henry
adhesive waterstop, bonds to
freshly poured concrete during
curing, forms water barrier
within keyway on
negative pressure side of
7/8in steel bars
Waterstop-
RX 101TRH
CETCO
expands upon contact with water,
forms water barrier
within keyway on
negative pressure side of
7/8in steel bars
Tegraproof
(Coating)
ChemRex
slurry coat, seals wall-floor joints
brush applied to external
face of specimen in direct
contact with water
pressure
Table 8.4 - Construction methods tested in experiments.
Construction
Method Procedure Advantages Placement
Mortar/slurry
3 parts sand to 1 part cement
plus water (WSDOT 2001)
greater
compaction at
joint
first two inches
of final pour
Preco HI-V
Retarder (Master Builders),
brush applied to joint
surface
exposes aggregate
at joint, improves
bond strength
freshly poured
joint surface of
initial pour
Raking Method
0.5in deep grooves 1.5
inches on-center
(perpendicular to water
flow)
lengthens water
path through joint
freshly poured
joint surface of
initial pour
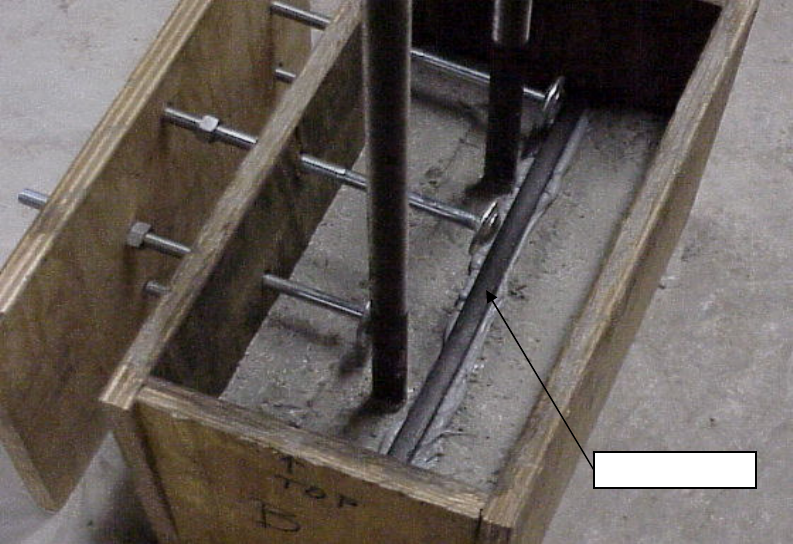
116
Figure 8.9 - Waterstop placement within construction joint of specimen.
WATERSTOP
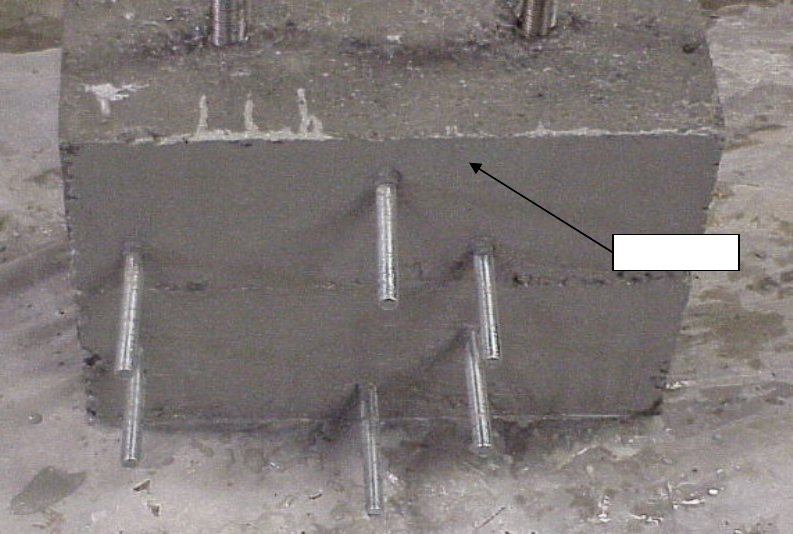
117
Figure 8.10 - Tegraproof coating placed on exterior joint face.
COATING
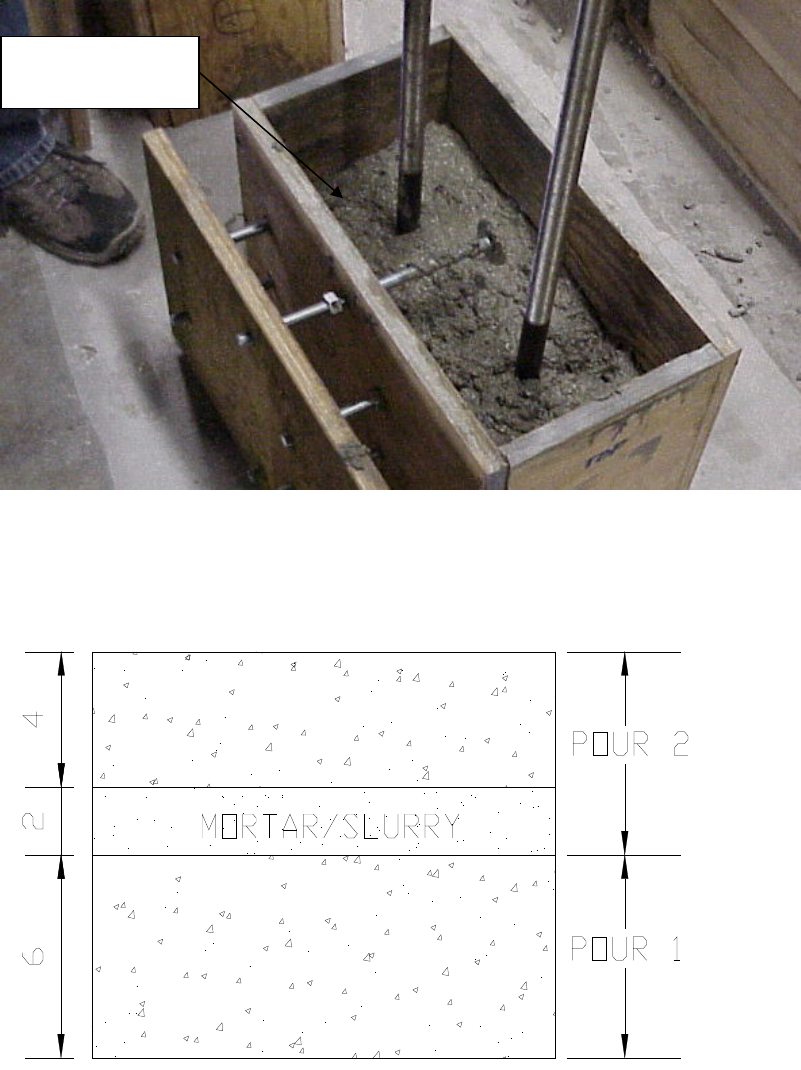
118
71.3.1.2
Figure 8.11 - Mortar/slurry grout over initial two-inch depth of the second pour.
CEMENTITIOUS
GROUT
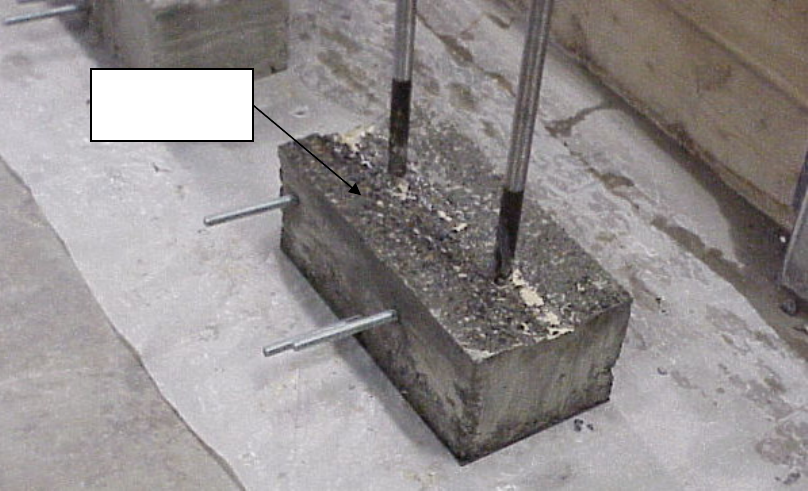
119
71.3.1.3
71.3.1.4
Figure 8.12 - Exposed aggregate along surface of joint caused by Preco HI-V.
EXPOSED
AGGREGATE
120
7.4 EXPERIMENT 1
Experiment one involved exposing specimens to a constant water pressure similar
to that experienced in the field. A typical pontoon for the Hood Canal Floating Bridge
has a draft of 13ft. The horizontal construction joint studied was located 28in from the
base of the pontoon creating a joint 128 inches or 10.67 feet below the water line. The
water elevation of 128 inches corresponds to a pressure on the joint of 19.44psi. The
pressure was determined by the equation:
P = γh + P
0
(Young et al. 1997)) (8.2)
where:
P = pressure on joint (psi),
γ = specific weight of fluid (salt water 64lb/ft
3
(Young et al. (1997))
h = water elevation height (in)
P
0
= atmospheric pressure (assumed 14.7psi (Young et al. (1997))
The 19.44psi pressure was supplied to the system by means of an elevated water
reservoir with water elevation 128 inches above the surface of the specimens. The
reservoir consisted of an 18in diameter PVC cap fastened to the ceiling. Water entered
the reservoir through a constant inflow tube attached to the bottom of the cap. Water was
supplied from a second reservoir located at the ground surface by a small 1/30hp
centrifugal pump located on the ground. A tube was attached to the side of the elevated
reservoir 128in above the surface of the specimens. The tube served as an overflow pipe
for the upper reservoir and returned any excess water to the lower reservoir. The lower
reservoir consisted of a plastic 55-gallon barrel filled with salt water from the Hood
121
Canal Floating Bridge. The system created was self-maintained and could be left
unmonitored overnight.
Six flexible tubes were connected to the bottom of the elevated reservoir. The six
tubes ran to different specimens. The tubes were connected to a 6-inch PVC cap glued to
an 18in long PVC pipe. The PVC pipe was glued to the inside of a flanged fitting with
eight bolthole openings. The PVC pipe was bolted to the side of the concrete specimens
with the pipe centered on the joint.
The flanged fittings glued to the six-inch PVC pipe were connected to the
concrete specimens by 10in long carriage bolts embedded into the concrete. Additional
pullout resistance was supplied by gluing 1/2in flat washers to the carriage bolts. Six
carriage bolts were embedded into each specimen because of limited spacing. A
neoprene gasket was placed beneath the flanged fitting to prevent water leakage at the
interface between the flange and concrete. The test setup is shown in Figure 8.13.
The system was designed to test up to six specimens simultaneously. Fewer
specimens could be tested because 1/2in ball valves were connected to each specimen
setup above the 6-inch cap. The valves could be closed to prevent water flow from tubes
unconnected to specimens. The valves also allowed lines to be closed once leakage
occurred to prevent pressure loss from the system.
A 3/8in bleed-hole was drilled into the 6-inch PVC cap. The bleed-hole allowed
air to escape the system when water was being added. Once water began escaping
through the bleed-hole the valve was closed and a 3/8in bolt with Teflon tape covering
the threads was tightened in the opening. The ball valve was then reopened to finish
filling the system with water. Specimens were shaken to remove any additional air

122
trapped beneath the six-inch PVC cap. Air bubbles were allowed to escape through the
top of the reservoir. The pressure system connection to the test specimens is shown in
Figure 8.14.
Hood Canal water was used for the experiment to ensure pressures similar to
those experienced in the field. The supplied pressure was equivalent to the 19.44psi
experienced in the field because the same fluid was used in the laboratory and the water
elevation was held at 128 inches above the specimen. Any atmospheric pressure
differences were ignored.
Specimens were placed on their sides in the testing apparatus to allow the water
pressure supplied by the 6-inch pipe to be applied vertically. Specimens were placed on
two 3.5-inch square wood beams located 14 inches apart on-center. The beams rested on
cinder blocks that raised the specimens two feet off the ground allowing a large funnel to
be placed beneath the specimens. The funnels were 18in diameter barrel funnels
positioned beneath the specimens to catch water escaping through the specimens.
Additional room was provided for a visual inspection of the underside of the specimens
and to provide space for a small water collection beaker. Two people were needed to lift
specimens onto the setup. The water collection system located beneath the specimens is
shown in Figure 8.15.
Stage 1
Stage one consisted of four specimens. The four specimens included two controls
one with a construction joint and one without as well as two waterstops MC-2010MN and
Synko-flex as shown in Table 8.5. The four specimens were post-tensioned nine days
after the second concrete pour. Specimens were compacted by mechanical stinger
123
repeatedly lowered into the freshly poured concrete for 30 seconds. Specimens were
tested for 15 days with monitoring every 24 hours to observe water leakage. The time
corresponding to when leakage occurred was recorded.
Table 8.5 - Stage one specimens.
Stage 1
Product
Product
Placement
Construction/Application
Control (No Joint)
N.A.
specimens completed in one pour, mechanical
vibration of concrete
Control
(Construction
Joint)
N.A.
specimens completed in two pours, mechanical
vibration of concrete
MC-2010MN
Waterstop
within keyway on
negative pressure
side of 7/8in steel
bars
two concrete pours, mechanical vibration of
concrete; applied continuous bead of P-201
paste to the joint and allowed to cure for 24
hours before pressing MC-2010MN into the
paste.
Synko-flex
Waterstop
within keyway on
negative pressure
side of 7/8in steel
bars
two concrete pours, mechanical vibration of
concrete; brush applied Synko-flex primer to
surface and allowed to dry 3 hours. Peeled
release paper from one side of Synko-flex strip
and press firmly onto primed surface.
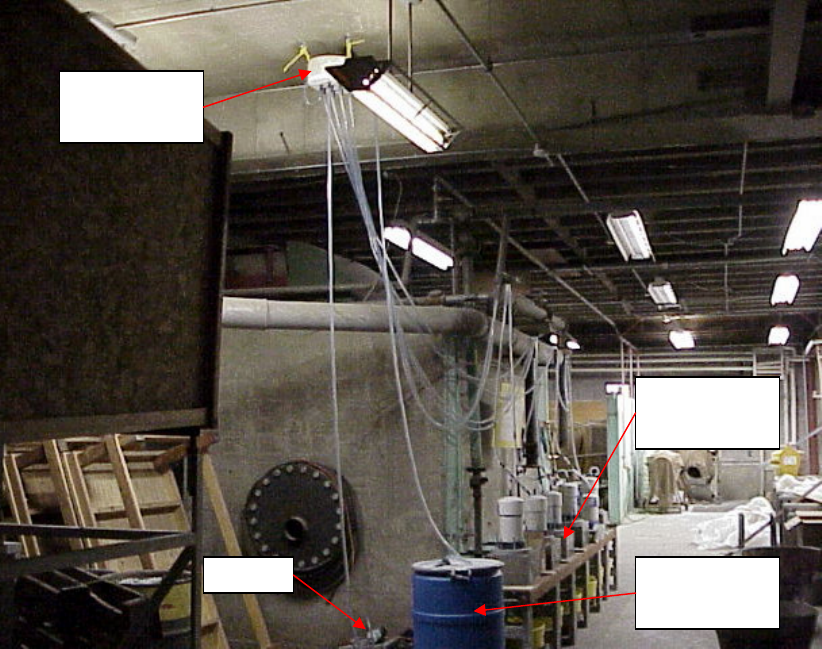
124
71.4.1.1
71.4.1.2
Figure 8.13 - Experimental setup of the first experiment.
UPPER
RESERVOIR
LOWER
RESERVOIR
PUMP
TEST
SPECIMENS
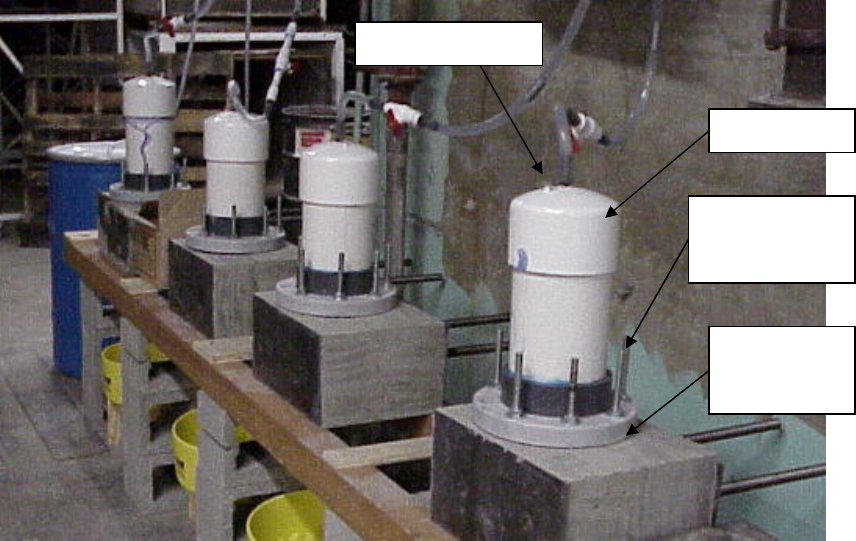
125
Figure 8.14 - Specimen connection to pressure system.
FLANGED
FITTING
PVC CAP
BLEED HOLE
CARRIAGE
BOLT
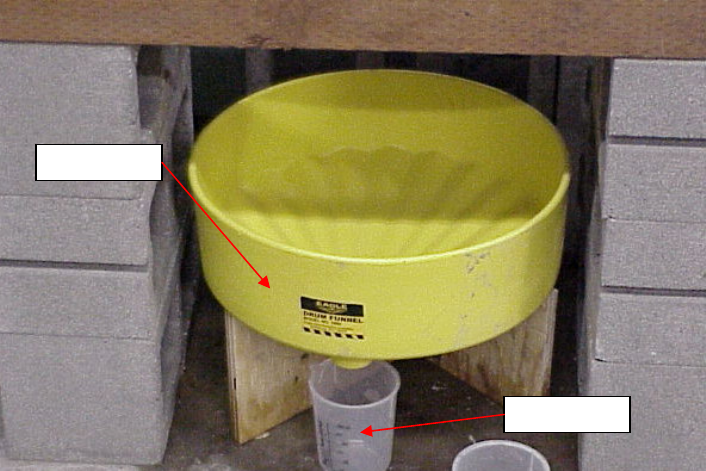
126
Figure 8.15 - Water collection system located beneath specimens.
FUNNEL
BEAKER
127
7.5 EXPERIMENT 2
Experiment two involved placing a variable pressure on the system. The setup of
experiment one was modified for use in experiment two. The pressure applied by the
system needed to be significantly increased so the upper reservoir of experiment one was
removed and an air pressure system was installed in its place.
Experiment one's testing setup was modified by removing the reservoirs and
flexible tubing from the system. The experimental setup of the second experiment is
shown in Figure 8.16. Air pressure was applied to the specimens by a 2-inch diameter
galvanized steel pipe suspended above the specimens. Openings were placed every 18
inches along the galvanized pipe. A 2-foot long by 1/2in inner diameter clear plastic tube
was securely fastened to the galvanized pipe as shown in Figure 8.17. Polyethylene hose
with 1/2in outer diameter by 0.375in inner diameter was connected to the clear tubing
and ran to the 1/2in ball valve of the original system. The polyethylene hose could hold a
water pressure up to 123psi.
One end of the 2-inch diameter galvanized pipe was capped while the opposite
end was connected to an air compressor by means of an air pressure hose. The hose was
connected to a valve used as a shutoff for the system. The setup also included a pressure
gauge and regulator used to increase and decrease pressure on the system as shown in
Figure 8.18.
Water was added to the system after specimens were attached to the flanged
fittings. The system was initially designed to allow water to be pumped into the
galvanized pipe from the lower reservoir by means of a seventh connection to the
galvanized pipe. Water was not pumped through the galvanized pipe because of the high

128
probability of corrosion. The valve connected to the seventh line was shut to prevent air
leaks from the system through the open line. Water was poured into the system through
funnels at the connections between the galvanized pipe and tubing.
The bleed-hole was used to release trapped air as the specimens were filled with
water. After all air was removed from the line the water level was increased to a mark 4
feet above the surface of the specimens. The initial pressure on the specimens due to
water elevation and atmospheric pressure was 16.48psi. Any air pressure added to the
system was directly added to the initial pressure to obtain the total pressure on the
system.
Air pressure on the system was increased until leakage occurred in all specimens.
The valves were closed once leakage occurred to prevent pressure loss from the system.
The leakage was recorded and used to determine the relative success of different
products.
Stage 1
The specimens of stage one were re-tested using the variable air pressure system
of experiment two. Stage one specimens were tested in experiment two, three months
after initial casting. Air pressure on the system was initially zero and was increased every
half hour to a maximum air pressure of 100psi.
Stage 2
Six specimens were cast in stage two constructions. The specimens consisted of
the three waterstops; MC2010MN, Synko-flex and Waterstop-RX 101TRH as well as
three specimens where the mortar/slurry was added over the first two inches of the
second pour as shown in Table 8.6. The three waterstops were placed on the exposed

129
joint one-day after initial curing. Waterstops were placed 24 hours before submersion in
tap water for five days. Specimens were then removed and allowed two days of drying
before completion of the second pour of concrete.
Table 8.6 - Stage two specimens.
Stage 2
Product
Product
Placement
Construction/Application
MC-2010MN
Waterstop
within keyway on
negative pressure
side of 7/8in steel
bars
two concrete pours, mechanical vibration of
concrete; applied continuous bead of P-201
paste to the joint and allowed to cure for 24
hours before pressing MC-2010MN into the
paste.
Synko-flex
Waterstop
within keyway on
negative pressure
side of 7/8in steel
bars
two concrete pours, mechanical vibration of
concrete; brush applied Synko-flex primer to
surface and allowed to dry 3 hours. Peeled
release paper from one side of Synko-flex strip
and press firmly onto primed surface.
Waterstop-RX
101TRH
within keyway on
negative pressure
side of 7/8in steel
bars
two concrete pours, mechanical vibration of
concrete; brush applied WB-ADHESIVE to
joint surface, allowed to dry for 20 minutes
before waterstop pressed onto surface
Mortar/slurry over
normal joint
applied to first two
inches of second
pour
two concrete pours, mechanical vibration of
c
oncrete, initial pour was normal. Mortar/slurry:
91lbs sand, 30lbs cement, 9.9lbs water and 5mL
superplasticizer
Mortar/slurry
applied over
exposed aggregate
surface caused by
(Preco HI-V)
Preco HI-
V retarder
to joint surface,
Mortar/slurry
applied to first two
inches of second
pour
two concrete pours, mechanical vibration of
concrete, initial pour had Preco HI-V applied to
freshly poured surface for 24 hours before being
washed off. Mortar/slurry: 91lbs sand, 30lbs
cement, 9.9lbs water and 5mL superplasticizer
Mortar/slurry
applied over raked
joint surface
Grooves cut into
joint surface of
initial pour,
Mortar/slurry
applied to first two
inches of second
pour
two concrete pours, mechanical vibration of
concrete, initial pour contained no keyway,
grooves cut into freshly poured concrete. 1/2in
deep by 1-1/2in on-center, Mortar/slurry: 91lbs
sand, 30lbs cement, 9.9lbs water and 5mL
superplasticizer

130
The mortar/slurry was placed at the time of the second pour of concrete. The
mortar/slurry was applied to the first 2 inches of the second pour. Construction methods
differed for the initial pour of concrete for each of the three specimens. One specimen
consisted of a typical initial pour of concrete as described in section 8.2. The next two
specimens were designed to increase the surface area along the joint of pour one, thereby
improving bond strength and forcing water to follow a longer path to penetrate through
the specimen. One specimen had Preco HI-V, a chemical retarder used to expose
aggregate, applied to the freshly poured joint surface of pour one. The second specimen
used a raking method to create grooves in the concrete surface perpendicular to the flow
path of water through the specimen. No keyway was used with the raking method;
instead grooves were cut in the flat joint surface by dragging a thick wire through the
freshly poured concrete. The vertical grooves were a 1/2in deep and spaced an inch-and-
a-half on-center.
The six specimens of experiment two were tested two-and-a-half months after the
final concrete pour. The specimens were post-tensioned and tested on the same day.
Specimens were compacted by mechanical stinger lowered into the freshly poured
concrete for 30 seconds. Air pressure on the system was initially zero and was increased
every half hour to a maximum air pressure of 100psi.
Stage 3
Six specimens were tested in stage three. The six specimens included one control
joint, the Tegraproof coating brush applied to the external surface of the specimen in
direct contact with the water pressure and a 2-inch thick mortar/slurry placed over a
normal initial concrete pour. Additional specimens included the Preco HI-V retarder
131
applied to the joint surface of the initial concrete pour, and two waterstops: MC2010-MN
and Synko-flex as shown in Table 8.7. The specimens of stage three were tested 29 days
after the final pour of stage three.
Table 8.7 - Stage three specimens.
Stage 3
Product
Product
Placement
Construction/Application
Control
(Construction
Joint)
N.A.
specimens completed in two pours, compacted
by 10 stick-strikes
MC-2010MN
Waterstop
within keyway on
negative pressure
side of 7/8in steel
bars
two concrete pours, compacted by 10 stick-
strikes; applied continuous bead of P-201 paste
to the joint and allowed to cure for 24 hours
before pressing MC-2010MN into the paste.
Synko-flex
Waterstop
within keyway on
negative pressure
side of 7/8in steel
bars
two concrete pours, compacted by 10 stick-
strikes; brush applied Synko-flex primer to
surface and allowed to dry 3 hours. Peeled
release paper from one side of Synko-flex strip
and press firmly onto primed surface.
Mortar/slurry over
normal joint
applied to first two
inches of second
pour
two concrete pours, compacted by 10 stick-
strikes, initial pour was normal. Mortar/slurry:
24lbs sand, 8lbs cement, 3.2lbs water
Preco HI-V
Retarder
Preco HI-
V retarder
applied to joint
surface to expose
aggregate
two concrete pours, compacted by 10 stick-
strikes, initial pour had Preco HI-V applied to
freshly poured surface for 24 hours bef
ore being
washed off.
Tegraproof
Coating
applied to surface
of specimen
directly exposed to
water pressure
two concrete pours, compacted by 10 stick-
strikes, Tegraproof mix: 10lb Tegraproof, 3.41lb
water; brush applied to wetted joint surface,
surface kept moist for 48 hours
No PVC tubing was placed around the 7/8in bars because the specimens were not
post-tensioned. Specimens were compacted by 10 stick-strikes of the slump rod during
each pour to reduce compaction at the joint and represent poor compaction that could
occur in the field during construction. The 1/8in steel plate placed on top of earlier
specimens was not used because no post-tensioning occurred. A concrete filler/sealant
132
was applied to the surface of the joint to ensure that water leakage would occur only
through the joint. The sealant was applied to the sides of the specimen and across the
specimen face, except in the area in direct contact with the water pressure as shown in
Figure 8.19. The back of the specimen was left uncovered to allow water penetration to
occur through the specimen.

133
Figure 8.16 - Experimental setup of the second experiment.
AIR PRESSURE
SYSTEM
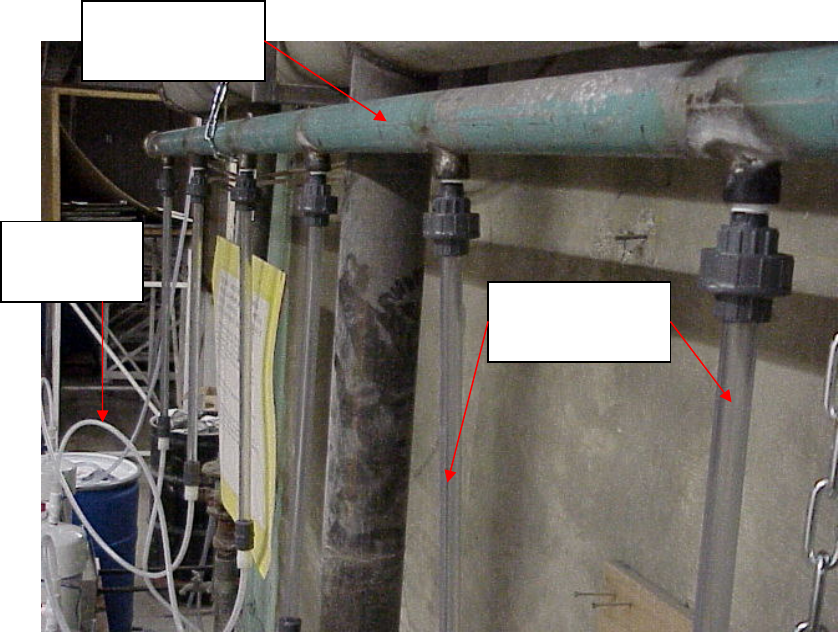
134
Figure 8.17 - Connection of clear plastic tubing to galvanized pipe.
GALVANIZED
PIPE
CLEAR TUBING
FLEXIBLE
TUBING
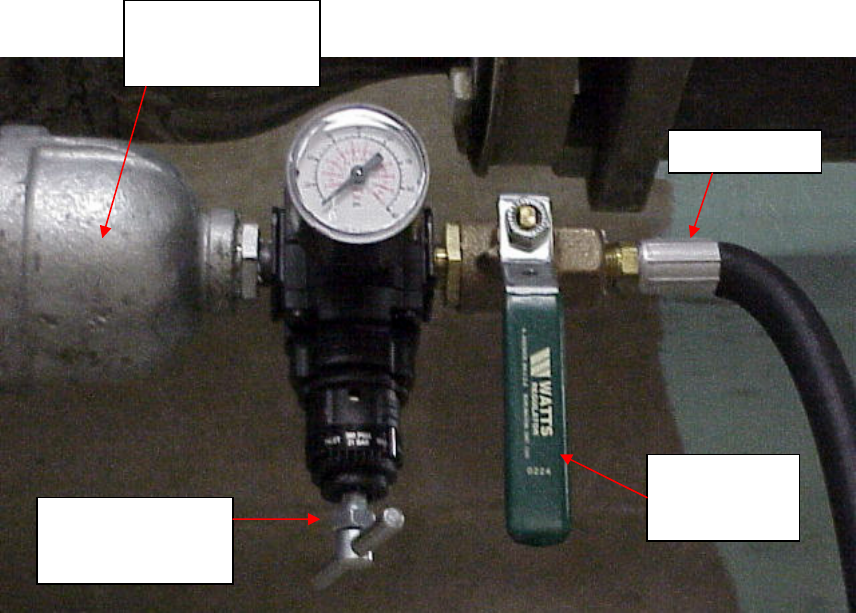
135
Figure 8.18 - Pressure regulator for air pressure system.
GALVANIZED
PIPE
PRESSURE
REGULATOR
SHUTOFF
VALVE
AIR HOSE
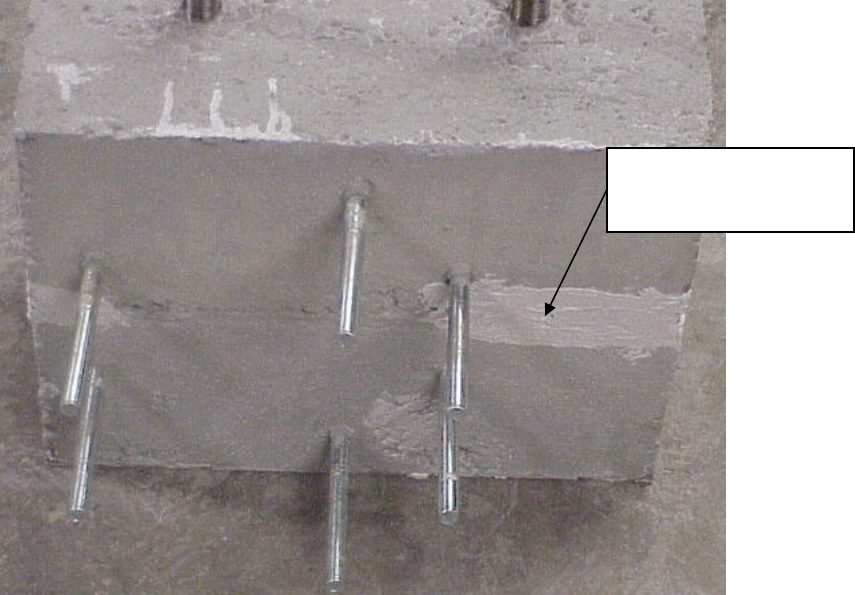
136
Figure 8.19 - Concrete filler and sealant applied to the construction joint of stage
three specimens.
CONCRETE
MORTAR/SEALANT
137
7.6 EXPERIMENT 3: WATERSTOP TESTING
The Washington State Department of Transportation (WSDOT) was concerned
with premature expansion of the tested waterstops. An extended period of time could
elapse between the pouring of the first and second pours of concrete in the field.
Waterstops placed on the joint surface during the initial pour could be exposed to severe
environmental conditions that might cause waterstop swelling. WSDOT wanted to
ensure that for a worst case scenario (standing water on the waterstop) the waterstops
would not expand excessively before the second pour of concrete. Excessive expansion
of a waterstop before joint completion could lead to waterstop damage or failure.
Three samples of each waterstop tested in earlier experiments were cut into
200mm lengths for the experiment. One sample of each waterstop was placed in a plastic
container filled with tap water. Samples were completely submerged beneath the surface
of the water to simulate a submerged joint in the field. Waterstops that floated were
placed beneath plastic strips anchored beneath the water surface. Figure 8.20 shows the
experimental setup of experiment three.
Measurements of waterstop weight, length and thickness were taken at intervals.
Measurements were taken at day 0, 1, 3, 5, 7, 10, 14, 15, 20, 28, 31, 36 and 42. Samples
were removed from the containers and wrapped in paper towels to remove excess surface
moisture from the specimens before weighing. After all measurements were recorded
samples were re-submerged. Expansion rate determined by equation:
Expansion rate = (weight after soaking – weight before soaking) / weight before soaking.

138
Figure 8.20 - Testing setup of the third experiment.
CONTAINERS
139
CHAPTER 8: TEST RESULTS
8.1 MIX CHARACTERISTICS
The characteristics of the mix prepared at Washington State University were
described in Table 8.2. All specimens were prepared as closely to the LVM mix design
as possible. The amount of water reducer used per mix was slightly modified to create a
more workable mix. Concrete compressive strength and slump were determined for six
test cylinders made with the given mix. Slump tests and compressive strength tests were
not performed for each concrete pour due to the similarity between pours.
8.2 EXPERIMENT 1 TEST RESULTS
Four 8x12x16 inch concrete specimens were tested in the first experiment
according to methods described in section 8.3. The specimens tested in the first
experiment were two controls, one with and one without a construction joint and two
waterstops, the MC-2010MN product and the Synko-flex product. The specimens were
exposed to a water pressure of 19.44psi for 15 days. Specimens were repeatedly
checked over the initial two days of testing to observe leakage in the system. No leakage
was observed during the first two days of testing. Observations were taken once every 24
hours for the remainder of the test. Testing was stopped after 15 days because no water
leakage was observed through any specimen.
No leaks were observed from the pressure system connected to the specimens.
The water elevation in the system was held constant throughout the duration of the test.
The pump was able to transport water from the lower reservoir to the upper reservoir
without interruption.
140
The four specimens tested prevented water penetration through the joint for a
pressure of 19.44psi. The test was inconclusive in determining the effectiveness of a
given product at preventing water penetration through the joint. All specimens prevented
leakage including the control specimen containing a construction joint. The jointed
control should have been the first specimen to leak out of all specimens tested. The
inability to produce water leakage through the specimens showed that the pressure
supplied by the system was inadequate for determining the most effective product or
testing method for preventing water leakage.
The lack of water leakage from the test specimens at a pressure similar to those
experienced in the field that cause leakage shows that construction methods in lab were
better than those used in the field. The specimen joint had a much smaller thickness than
that in the field but was not exposed to the excessive stresses experienced in the field due
to wave and tidal fluctuations. A likely reason the specimens did not leak is improved
concrete compaction in the lab. Nichols (1964) stated that concrete in the field was
poured from significant heights over large areas before being vibrated. The lower drop
height, reduced specimen size, better access to the joint and the use of the LVM mix in
the lab all helped to improve joint construction, thereby reducing water penetration.
8.3 EXPERIMENT 2 TEST RESULTS
As discussed in Chapter 8, the setup of the first experiment was modified to apply
a variable air pressure to the system as described in section 8.4. A variable air pressure
system was used because the pressure that would cause leakage through the specimens
was unknown. Air pressure could be slowly increased until leakage occurred through the
joint. The initial water pressure on the system was 16.48psi. Air pressure applied to the

141
system would be added to the initial water pressure to compute the total pressure applied
to the specimens.
Stage One
The four specimens tested in the first experiment were retested in the second
experiment using the variable air pressure. Water levels within the clear plastic tubing
connected to the galvanized pipe were monitored and water heights recorded to determine
water volume decreases. Measurements were taken every half hour to determine
decreases in water volume and to observe any water leakage from the system, both
through the specimen and pressure system. Air pressures were increased every half-hour
from an initial pressure of zero to a final pressure of 100psi. The 100psi air pressure was
held on the system for 30 minutes before testing was completed.
Water volume decreases within the clear tubing at different air pressures are
shown in Figure 9.1. The same water volume decreases are shown for total pressure
changes in Figure 9.2. Measurements of water level changes were no longer recorded
after they fell below the clear tubing. Water level changes were taken immediately
before increasing the pressure. Decreases in water volume were seen in all four
specimens tested. Water volume changes were no longer recorded once water leaks
occurred within the pressure system of a specimen. The Synko-Flex waterstop specimen
experienced a leak in the pressure system after 5psi air pressure was applied to the
system. A leak was observed in the pressure system for the control specimen containing
construction joint at 25psi air pressure. The specimens all had similar water volume
changes when no leaks were observed in the pressure systems.
142
No water leakage was observed through the construction joint of the test
specimens at any pressure. Testing was stopped after 100psi air pressure was held in the
system for 30 minutes. Water leaks from the system did not significantly reduce air
pressure in the system. Pressures close to six times that experienced in the field were
applied to the joint without causing leakage. No leakage was observed through the
specimen showing that construction methods used in lab were better than those used in
the field. The specimens were too highly compacted to allow water leakage through the
joint.
The MC-2010MN specimen had water volume decreases very similar to the joint-
less control specimen even though one specimen contained a construction joint and one
did not. Neither specimen experienced a significant leak from their pressure systems.
The control specimen containing construction joint also had similar water volume
decreases before a pressure system leak was observed at an air pressure of 20psi. The
three specimens all had similar water elevation changes when there were no leaks in the
pressure system. The likely reason was the high level of concrete compaction caused the
second pour of concrete to completely bond to the initial concrete pour effectively
closing the construction joint.
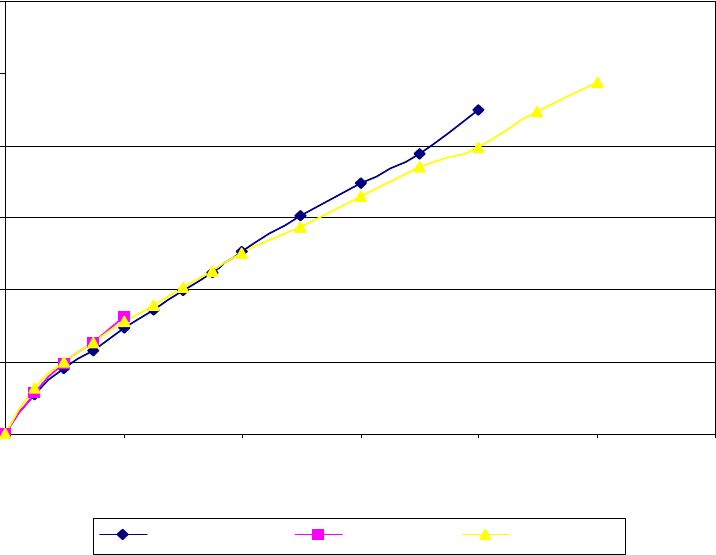
143
Figure 9.1 - Water volume changes versus air pressure applied to stage one
specimens of the second experiment.
0
1000
2000
3000
4000
5000
6000
0 20 40 60 80 100 120
Air Pre s sure (ps i)
Volume (cm
3
)
Control, No Joint Control, Joint MC-2010MN
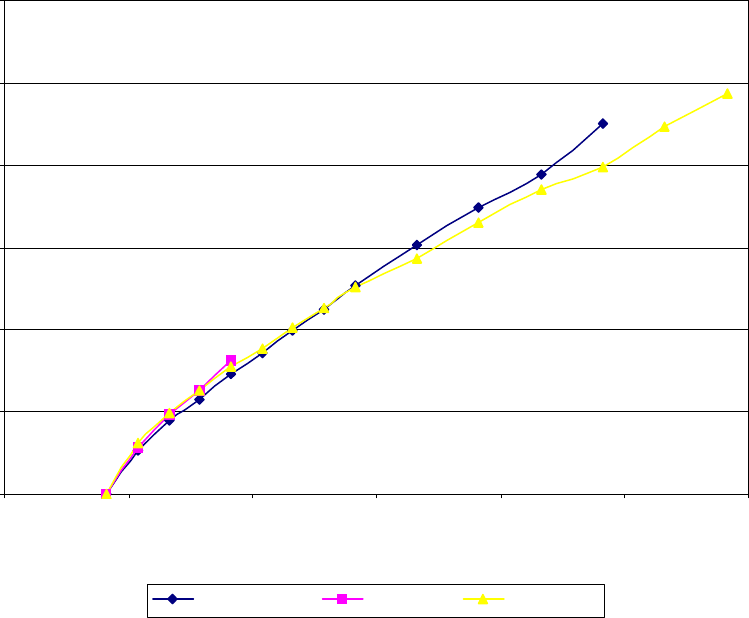
144
Figure 9.2 - Water volume changes versus total pressure on the system for stage one
specimens of the second experiment.
0
1000
2000
3000
4000
5000
6000
0 20 40 60 80 100 120
Total Pressure (psi)
Volume (cm
3
)
Control, No Joint Control Joint MC-2010MN

145
Stage Two
Six specimens were constructed for stage two testing. The six specimens
included the three waterstops; MC-2010MN, Synko-flex and Waterstop-RX 101TRH as
well as three specimens where a mortar/slurry mixture was added over the first two
inches of the second concrete pour to create the joint. The mortar/slurry was placed over
a normal joint, over an exposed aggregate surface created by the Preco HI-V retarder and
over a concrete surface that had been raked to form grooves in the concrete of the joint.
The six specimens were completed before testing was finished for the first experiment.
The specimens were constructed and compacted similarly to those of stage one.
The water elevation in each specimen setup was recorded. Air pressure in the
system was increased 10psi every 10 minutes for the length of the test. Testing began
with no air pressure on the system and concluded after 100psi was held on the system for
10 minutes. No leakage was observed through any specimens’ construction joint.
Decreases in water volume within the clear plastic tubing were recorded
immediately before air pressure was increased. All pressure systems other than the
system connected to the Synko-flex product leaked immediately. The pressure applied in
the previous experimental stage had caused leaks in the pressure systems that had not
been effectively repaired. Leakage occurred at the connection between the 6-inch PVC
cap and 6-inch pipe or at the interface between the pipe and flanged fitting. The Synko-
flex specimen was connected to a pressure system unused in stage one testing.
Leakage was experienced almost immediately in five of the six specimens. Water
volume changes were inaccurate for determining the effectiveness of different products at
preventing water penetration through a construction joint for the five specimens that
146
experienced pressure system leaks. The Synko-flex product was connected to the only
setup that contained no observable leaks from the pressure system.
Figure 9.3 shows a graph of the water volume decrease versus air pressure for the
Synko-flex specimen of stage two along with the MC-2010MN specimen and control
specimen with no construction joint of stage one. The three specimens have similar
water volume decreases with increases in air pressure even though stage two pressures
were increased more rapidly.
No leakage was observed through the construction joint of any specimen tested in
stage two. Volume decreases in stage two testing are similar to stage one testing for
specimens that experienced no leakage from the pressure system. All 10 specimens
tested in stages one and two should have had similar water volume decreases to those of
the control specimen without joint if no water losses occurred through the pressure
system. Water loss through leaks in the pressure system was the predominant factor
effecting water volume decreases.
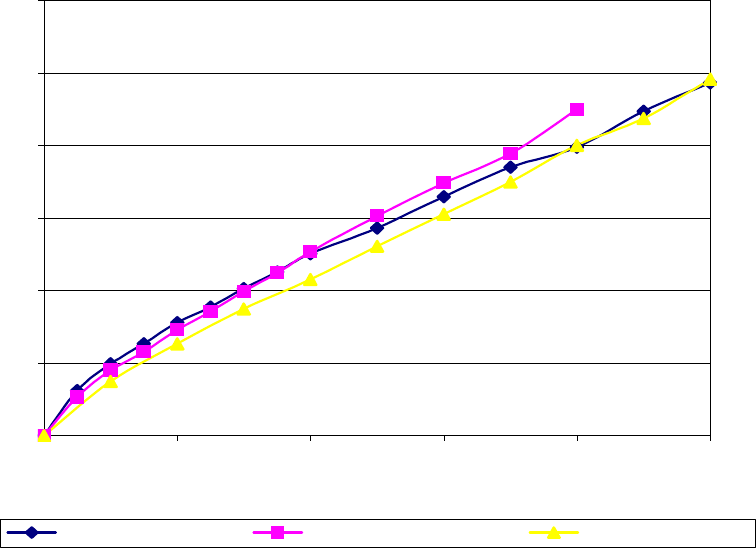
147
Figure 9.3 - Water volume changes versus air pressure for the three specimens of
stages one and two that experienced no leakage from the pressure system.
0
1000
2000
3000
4000
5000
6000
0 20 40 60 80 100
Air Pressure (psi)
Volume (cm
3
)
Stage1_MC-2010MN Stage1_Control_NoJoint Stage2_Sykno-flex

148
Stage Three
The six specimens of stage three were constructed without mechanical vibration
of the concrete. The specimens were compacted by 10 stick-strikes of the slump rod per
specimen pour. The completed specimens contained significant honeycombing of the
concrete within the first few inches of each pour. No post-tensioning of the concrete was
performed. The six specimens tested included one control joint, the Tegraproof coating,
the mortar/slurry over normal initial pour, the Preco HI-V retarder to expose aggregate
along the joint, and two waterstops; MC-2010MN and Synko-flex.
Specimens were compacted without mechanical vibration and post-tensioning to
investigate the influence of compaction on leakage. The high occurrence of
honeycombing near the joint seemed likely to cause leakage through the construction
joints of the specimens, even at low pressures. Specimens were placed on their sides and
water was poured along the joint to determine whether specimens would leak without any
air pressure being applied.
Four of the six specimens completed in stage three constructions leaked
immediately when water was poured along the joint. Water leakage was fast enough to
ensure that placing the four specimens within the testing setup was meaningless because
water would leak at too high a rate to obtain meaningful results. The two specimens that
did not immediately leak were the mortar/slurry mixture over a normal initial pour and
the Tegraproof coating applied to the surface of the joint. The two specimens were
placed in the pressure system and water was added through the connection between the
galvanized pipe and clear plastic tubing. Water began leaking through the construction
joints within several minutes.
149
Leakage occurred through the two specimens within minutes due to their
prolonged exposure to the water added to the system. All six specimens initially had
water poured over the joint to check for leakage but only four leaked immediately. The
four specimens that immediately leaked had significant openings within the construction
joint that allowed a clear path for water flow through the joint. The mortar/slurry
specimen and Tegraproof specimen had smaller openings that caused water to take a less
direct path to penetrate through the specimens. The mortar/slurry helped improve
consolidation at the joint thereby limiting air voids at the joint and the Tegraproof coating
helped to cover the face of the joint thereby impeding waters path through the joint.
There was most likely a small hole that opened in the Tegraproof coating that allowed the
leak to occur.
Both specimens leaked through the construction joint before any air pressure was
added to the system. Water was continually added to the system until reaching the marks
drawn on the clear tubing four feet above the surface of the specimens at which point
measurements of water loss through the joint began being taken. Water that passed
through the construction joint of the two specimens was collected and weighed to
determine volume lost at varying times as shown in Figure 9.4. No pressure was applied
to the system until leakage had stopped for 35 minutes in one of the specimens.
An air pressure of 10psi was applied to the system after leakage had stopped for
35 minutes for the Tegraproof coated specimen. Pressures were increased 10psi every
hour for the remainder of the test. Testing was stopped after 30psi was held on the
system for one hour.
150
The Tegraproof and mortar/slurry mixture specimens had similar water leakage
amounts as shown in Figure 9.5. The graph shows total water lost immediately before air
pressures were increased. The Tegraproof product had less initial leakage when no air
pressure was on the system. The Tegraproof specimen healed itself more rapidly than the
slurry coating and was completely healed for 35 minutes before pressure was applied to
the system. When the 10psi air pressure was added the Tegraproof specimen quickly
began leaking more excessively than the mortar/slurry specimen. As pressure was
increased both the mortar/slurry and Tegraproof specimens leaked more excessively.
All six specimens tested in stage three leaked excessively before air pressure was
applied to the system. Four of the six specimens leaked when water was poured over the
construction joint. The two specimens that did not initially leak had either a surface
coating that helped prevent water penetration or contained a mortar/slurry at the joint that
improved consolidation at the joint. Both products leaked before any air pressure could
be applied to the system showing that compaction levels in the lab were inadequate to
allow the determination of the most effective product for limiting water penetration.
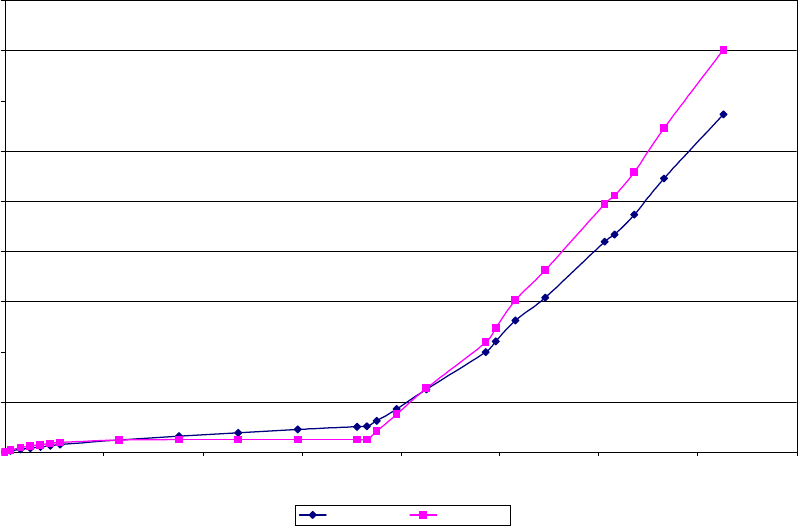
151
Figure 9.4 - Water volumes lost versus time for the stage three specimens tested.
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0 50 100 150 200 250 300 350 400
Time (min)
Volume (cm
3
)
Mortar/slurry Tegraproof
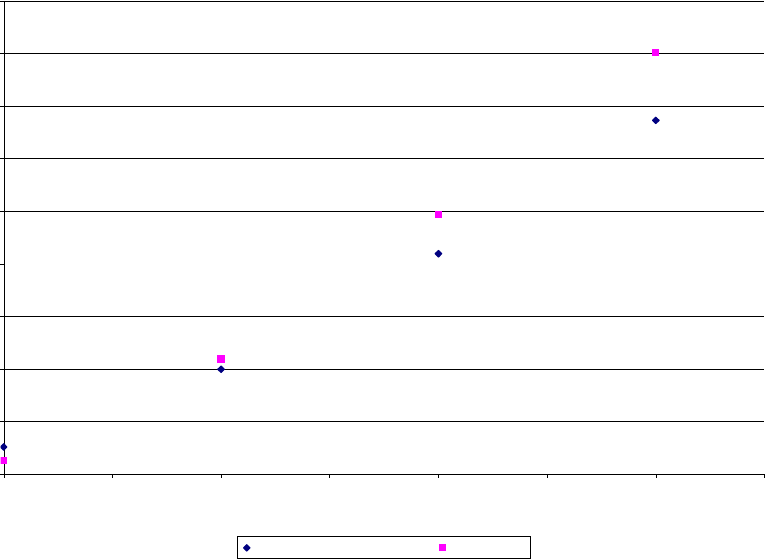
152
Figure 9.5 - Total water volume lost at a given air pressure for stage three specimens
immediately before air pressure was increased.
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0 5 10 15 20 25 30 35
Air Pressure (psi)
Total water volume lost (cm
3
)
Mortar/slurry-Normal Joint Tegraproof
153
8.4 THIRD EXPERIMENT: TEST RESULTS
The three waterstops tested in the third experiment performed very differently.
Measurements of waterstop expansion and thickness increases were taken. Waterstops
damaged during handling were removed from testing. Testing began with three samples
of each waterstop.
The Waterstop-RX 101TRH product swelled almost immediately when placed in
water. The Waterstop-RX products had expansion rates over 200 percent by day seven as
shown in Figure 9.6. The Waterstop-RX products became difficult to handle once soaked
and would easily break during handling. One sample was damaged after only one day of
testing. The other two Waterstop-RX 101TRH samples became too difficult to handle by
day seven.
The MC-2010MN product expanded much more slowly than the Waterstop-RX
product. The product had an expansion rate over 100% close to day 20 as shown in
Figure 9.7. The product was much easier to handle than the Waterstop-RX product.
After day 30 expansion of the product slowed considerably.
The Synko-flex product expanded the least. The product was not designed to
expand upon contact with water as test results showed. After 40 days of submersion in
water the Synko-flex product had expanded less than two percent as shown in Figure 9.8.
The average expansion rates of the three different waterstops are shown in Figure
9.9. The figure clearly shows that the Synko-flex product expands the least of any of the
three products while the Waterstop-RX product expanded the most. The average
thickness increases of the three waterstops are shown in Figure 9.10. The thickness
increases follow the general waterstop expansion rate increases.
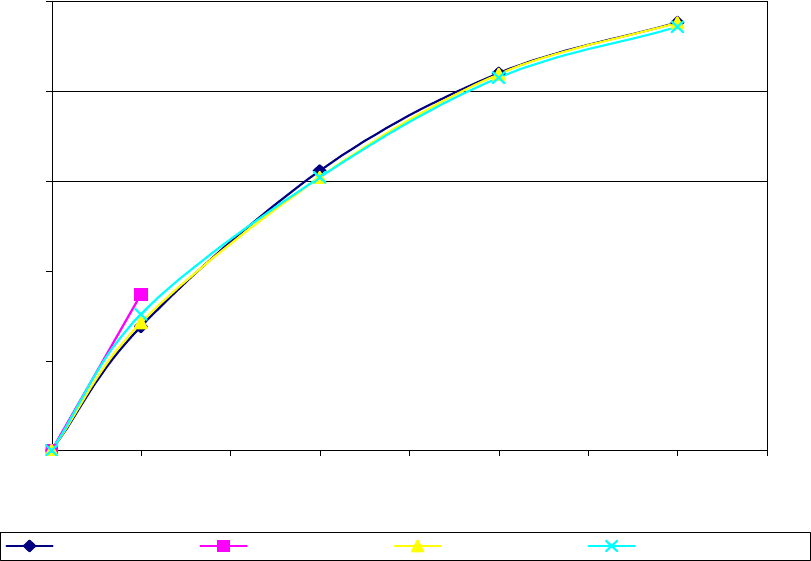
154
0.00
50.00
100.00
150.00
200.00
250.00
0 1 2 3 4 5 6 7 8
Days
Expansion Rate %
Waterstop RX-1 Waterstop RX-2 Waterstop RX-3 Waterstop RX-AVG
Figure 9.6 - Expansion rates of Waterstop-RX 101TRH samples in the third
experiment.
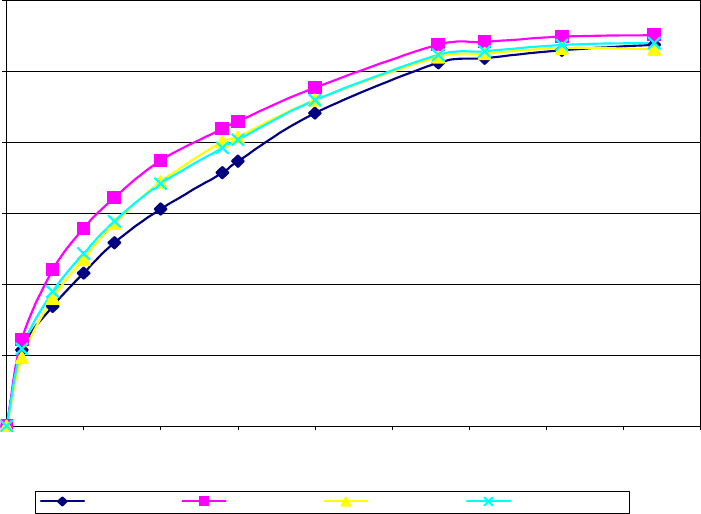
155
Figure 9.7 - Expansion rates of MC-2010MN samples in the third experiment.
0.00
20.00
40.00
60.00
80.00
100.00
120.00
0 5 10 15 20 25 30 35 40 45
Days
Expansion Rate %
MC 2010MN-1 MC 2010MN-2 MC-2010MN-3 MC-2010MN-AVG
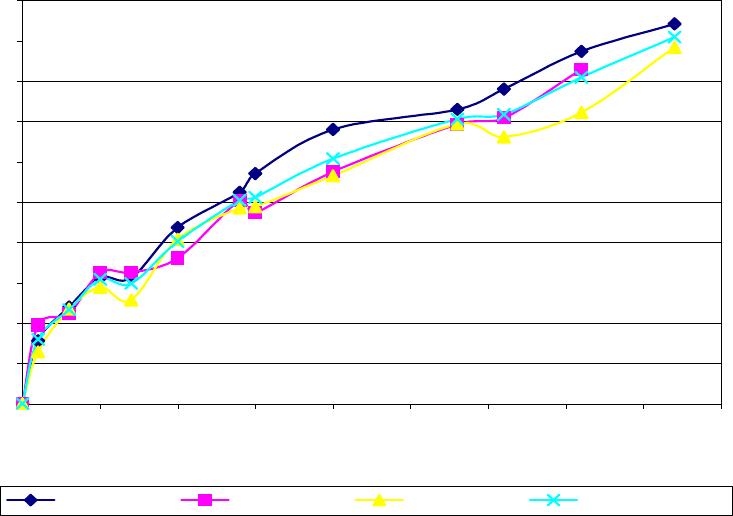
156
Figure 9.8 - Expansion rates of Synko-flex waterstop samples in the third
experiment.
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
0 5 10 15 20 25 30 35 40 45
Days
Expansion Rate %
Synko-Flex-1 Synko-Flex-2 Synko-Flex-3 Synko-Flex-AVG
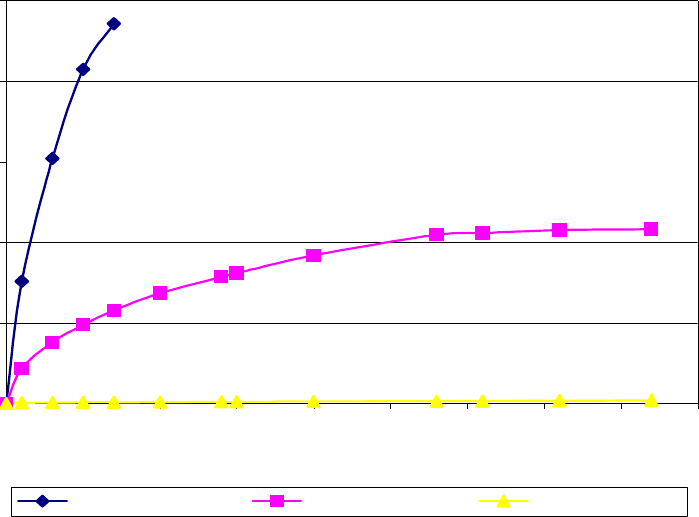
157
Figure 9.9 - Average expansion rates of the three waterstops tested in the third
experiment.
0.00
50.00
100.00
150.00
200.00
250.00
0 5 10 15 20 25 30 35 40 45
Days
Expansion Rate %
Waterstop RX-AVG MC-2010MN_AVG Synko-Flex-AVG
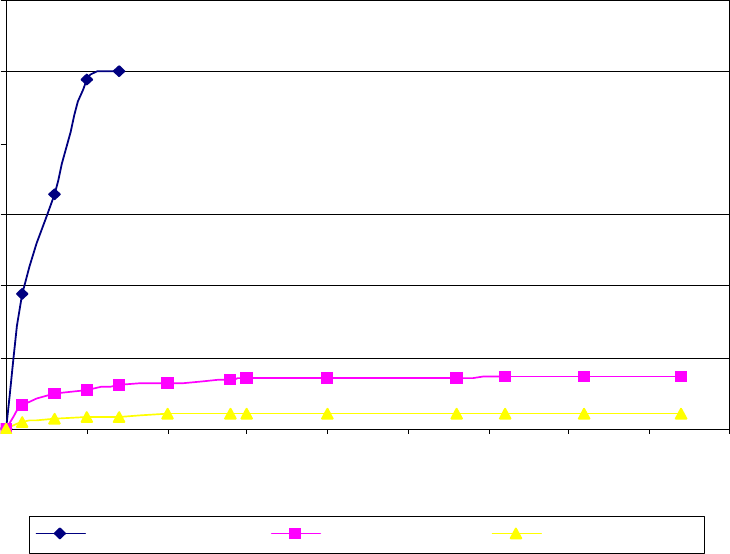
158
Figure 9.10 - Average thickness increases of waterstop samples in the third
experiment.
0.00
5.00
10.00
15.00
20.00
25.00
30.00
0 5 10 15 20 25 30 35 40 45
Days
Thickness Increase (mm)
Waterstop-RX-AVG MC-2010MN_A V G Synko-Flex-A V G
159
CHAPTER 9: CONCLUSIONS AND RECOMMENDATIONS
9.1 CONCLUSIONS
The main objective of this study was to investigate alternatives for creating a
watertight construction joint for inclusion in the specifications for the Hood Canal East
Half Replacement Project. Determining the effectiveness of different products and
construction methods at preventing water penetration will give WSDOT a starting point
in building better more watertight joints for floating bridges.
The testing methods used in this study did not conform to a standard testing
method due to the lack of such methods. The first experiment performed in this study
worked correctly but the pressure applied by the system was too low to give any
significant experimental results. Consequently, a second experimental procedure was
used that applied a variable air pressure to the system. The system of the second
experiment did increase the pressure applied to the specimens by over five times the
pressure of experiment one but did not provide results for determining one products
effectiveness over another at preventing water penetration.
The first two experiments were effective in showing that compaction is the
deciding factor in water penetration through the construction joint. The greater the
concrete compaction at the joint the less likely it will leak under pressure. Specimens in
stages one and two were compacted to a higher level than stage three specimens through
the use of a mechanical stinger. There was excellent compaction at the joint and no
observed honeycombing in any of the specimens of the first two stages. Stage three
specimens were compacted by stick strikes of the slump rod dropped into the freshly
poured concrete. The compaction level of stage three specimens was much lower than
160
that of the first two stages. Honeycombing was observed in all specimens and was most
severe near the joint. The honeycombing provided openings within the concrete to easily
allow passage of water through the joint.
Product selection did not play an important role in preventing or decreasing water
leakage through the joint. Poorly compacted specimens leaked immediately regardless of
the applied product while all well-compacted specimens remained watertight.
Honeycombing of the concrete near the joint signified poor compaction that has a high
likelihood of leaking.
Products that should be most effective in helping to prevent water leakage through
the joint are those that increase compaction at the joint. The mortar/slurry mixture
applied to the first few inches of the joint helped improve compaction of the joint. The
stage three specimen built using this construction method was one of only two specimens
that did not leak before being placed within the testing setup. The removal of coarse
aggregate from the first few inches of the second pour allowed the concrete to compact at
a lower compaction effort than would be needed for a similar mix containing coarse
aggregate. The mortar/slurry had the added benefit of helping to replace fines lost from
segregation of the concrete when placed in a tall wall.
The third experiment was performed to determine the expansion rates of the three
waterstops submerged in water. The Waterstop-RX 101TRH and MC-2010MN products
saw significant expansion and thickness increases within the first two weeks of testing.
The use of these two products in a joint exposed to significant moisture for an extended
period of time could cause these products to lose their effectiveness as a water barrier.
The Synko-flex waterstop retained its original shape and should not be damaged by
161
extended exposure to significant moisture. The Synko-flex product performed the best of
the three waterstops tested in the third experiment but has not been proven to effectively
reduce water penetration at the joint; more testing needs to be performed using a
compaction level that demonstrates the Synko-Flex products ability to reduce water
penetration more effectively than a similar jointed control specimen for a given air
pressure.
9.2 GENERAL GUIDELINES FOR WATERTIGHT JOINT
The following general guidelines will help improve the resistance to water penetration for
a concrete construction joint.
1. The top surface of the joint should be compacted to as high a compaction level
as can be achieved in the field.
2. Repair any honeycombed concrete in the vicinity of the construction joint.
3. Use materials and construction methods to construct the joint that improve
compaction at the joint such as the mortar/slurry mixture.
4. Products such as waterstops and surface coatings may help to decrease water
penetration through the joint, but are far less important than good construction
practices when building the joint.
9.3 RECOMMENDATIONS FOR FURTHER STUDY
Clearly, there is a need for further testing to determine the ability of individual
products to prevent or reduce water penetration through a concrete construction joint.
162
The setup of the second experiment can be used to test these products. The products and
testing methods used in this study along with additional products should be tested using
the experimental setup of the second experiment with several small modifications.
The minimum compaction needed to prevent water leakage through the
construction joint of the control specimen should be determined for the initial 16.48psi
system pressure caused by the 4 foot water elevation. This minimum compaction should
be used with all specimens to determine the air pressure necessary to cause leakage
through the joint. Using this minimum compaction level will allow the most effective
products for limiting water penetration to be determined.
Additional tests should be performed on admixtures that improve concrete
compaction. The addition of these admixtures could limit water penetration through the
joint by improving compaction at the joint without an increase in labor. The use of
admixtures and other products that improve compaction should be studied further.
Testing should also be continued to determine the most effective surface
preparation for limiting water penetration at the joint. The raking method, exposed
aggregate surface and shear key should be further studied to determine the most effective
method for preventing water penetration. Test results were inconclusive in determining
the most effective surface preparation method for preventing water penetration;
additional testing is necessary.
All testing completed in this study was performed under static loading. Pontoons
in the field however are subjected to severe dynamic loading due to wind, wave and tidal
fluctuations. These dynamic forces could cause significant movement of the construction
joint that might lead to the formation of small cracks at the joint. Movement at the joint
163
could also cause damage to products applied to the joint. Testing should be performed to
apply dynamic forces to concrete specimens to study joint movement and subsequent
damage caused by this movement.
164
REFERENCES
Clear, C. A. (1985). “The Effects of Autogenous Healing Upon the Leakage of Water
Through Cracks in Concrete.” Technical Report-Cement and Concrete Association,
559(5).
Dusenberry, D. O., and DelloRusso, S. J. (1993). “Water Leakage Through Cracks in
Reinforced Concrete.” Proc., International Conference on Hydropower, 3(8), A. A.
Balkema, Rotterdam, Netherlands, 2167-2176.
Henley, E. H., Wilson, D. L., and Kolle, G. A. (1997). “ William A. Bugge Bridge
Replacement Plan for the East-Half Floating Portion.” Report, Washington State
Department of Transportation.
Kishel, J. (1989). “Seepage and Contraction Joints in Concrete Canal Linings.” Journal
of Irrigation and Drainage Engineering, 115(3), 377-382.
Liou, D. D. (1996). “The Effects of Construction Joint in Mass Concrete.” Materials for
the New Millenium. Proc. Fourth Materials Engineering Conference, 1(11), ASCE,
Washington DC, 193-202.
Lwin, M. M. (1993a). “The Lacey V. Murrow Floating Bridge, USA.” Structural
Engineering International, 145-148.
Lwin, M. M. (1993b). "Floating bridges-Solution to a difficult terrain." Transporation
Facilities through Difficult Terrain, J. T. H. Wu and R. K. Barrett, eds., Balkema,
Rotterdam, 581-591.
Lwin, M. M., Bruesch, A. W., and Evans, C. F. (1995). “High-Performance Concrete for
a Floating Bridge.” Fourth International Bridge Engineering Conference, National
Academy Press, Washington DC, 155-162.
Lwin, M. M., Dusenberry, D. O. (1994). “Responding to a floating bridge failure.” Public
Works, 125(1), 39-43.
Lwin, M. M. and Gloyd, G. S. (1984) “Rebuilding the Hood Canal Floating Bridge.”
Concrete International: Design and Construction, 6(6), 30-35.
Nichols, C. C. (1964). “Construction and Performance of Hood Canal Floating Bridge.”
Symposium on Concrete Construction in Aqueous Environment, ACI SP-8, 97-106.
Rashed, A., Rogowsky, D. M., and Elwi, A. E. (2000). “Tests on Reinforced Partially
Prestressed Concrete Tank Walls.” Journal of Structural Engineering, 126(6), 675-683.
165
Tan, K., and Gjorv, O. E. (1996). “Performance of Concrete Under Different Curing
Conditions.” Cement and Concrete Research, 26(3), 355-361.
Tatro, S. B., and Waring, S. T. (1988). “Waterstop Technology-The Next Chapter.”
Waterpower ’87, Proc., International Conference on Hydropower, 2, ASCE, New York,
1442-1451.
Wallis, S. (1992). “Putting Paid to Water Leakage Costs.” Tunnels and Tunnelling,
24(1), 51-54.
Wiss, Janney, Elstner Associates, Inc. (1993). “Concrete for Lacey V. Murrow Bridge
Pontoons.” Report, Washington State Department of Transportation, ed., Robert
LaFraugh.
WSDOT (2001). Standard Specifications for Road, Bridge and Municipal Construction
2002. Washington State Department of Transportation (WSDOT) Engineering
Publications, Olympia, WA.
Young, D.A., Munson, B.A., and Okiishi, T.H. (1997). A Brief Introduction to Fluid
Mechanics. John Wiley and Sons, Inc., New York, NY.
166
APPENDIX A
MEASURED MIX DATA
AND
STRAIN CALCULATIONS
167
Mix Design #1
LVM (Phase 1)
Mix # 1 - LVM Mix Design, Reference Mix
w/c ratio=
0.3291
mix proportions (per)
Concrete Constituent
1 yd
3
1.5 ft
3
Course Aggregate 1770 lb
98.35 lbs
Fine Aggregate 1295
71.95 lbs
Portland Cement Type II 624
34.65 lbs
Silica Fume (AASHTO M307) 50
2.8 lbs
Fly Ash (AASHTO M295) 100
5.55 lbs
Water (Total) 255
14.15 lbs
Water Reducer (ASTM C494)
none
Superplasticizer (ASTM C494) 5.5floz/cwt
70 mL
Slurry -
Silica fume = 2.8 lbs(all)
(1270.05grams)
Mix Water=total-slurry water
Water = 3.42lbs
(1551.28grams)
=
10.73 lbs
HRWR = 6mL
168
Concrete for Hood Canal Floating Bridge Replacement Project
Concrete Mix Design -
LVM Mix Design, Reference Mix
Mix Design # - 1
Date Batched and Specimens Cast - November 14, 2002
Slump - 8.0"
Air Content - -
Batch Temperature - 66 F
Number of specimens cast (6x12 and 4x8) - 7 and 2 (#'s 1-9)
Date drilled and fitted with gage points - December 10, 2002
28-day Curing Date - December 12 (13), 2002
28-day Compressive Strength - Break notes
Cylinder f'c-1 =
8910
psi (252,170 lbs) 2 cones
Cylinder f'c-2 =
8650
psi (244,730 lbs) Cone/Shear
Cylinder f'c-3 =
8570
psi (242,480 lbs) Cone/Shear
Average =
8710
psi
Load to Apply for Creep Test - ASTM C 512
= 40% x f'c (28 day)
=.40 x 8710 psi = 3484 psi
Actual Applied Load =
30 tons = 24.4 % f'c (28 day) = 2122psi
Creep and Shrinkage Measurements
Cylinder C-1 (mix #_____) Cylinder C-2 (mix #_____)
Actual date Creep Measurement Creep Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading1/14 3:00pm 0.1649 0.1617 0.1592 0.1606 0.1561 0.1406
Immediately after Loading1/14 3:53p 0.1615 0.1581 0.1554 0.1571 0.1529 0.137
15-20 minutes1/14 4:20p 0.1614 0.1577 0.1551 0.156 0.1517 0.1362
1 hour1/14 5:06p 0.1605 0.1569 0.1541 0.1553 0.1512 0.1364
2 hours: 45 minutes1/14 6:45p 0.1603 0.1563 0.1541 0.1549 0.1503 0.1352
6 - 8 hours1/14 9:56p 0.1602 0.1559 0.155 0.1541 0.1497 0.1354
2nd Day1/15 1:50p 0.1597 0.1554 0.1548 0.1539 0.1494 0.1349
3rd Day1/16 11:35a 0.1596 0.1549 0.1535 0.1533 0.1492 0.135
4th Day1/17 1:40p 0.1589 0.1544 0.1535 0.153 0.1491 0.1348
6th Day1/19 12:15p 0.1579 0.1541 0.153 0.1525 0.1486 0.1341
8th Day1/21 1:35p 0.1573 0.1537 0.1526 0.1522 0.1485 0.1339
9th Day1/22 1:52p 0.157 0.1535 0.1518 0.1519 0.1482 0.1337
14th Day1/28 3:30p 0.1565 0.1532 0.1516 0.1516 0.1479 0.1335
21st Day2/4 4:30p 0.156 0.1529 0.1513 0.1514 0.1474 0.1332
28th day2/11 4:10p 0.1558 0.1527 0.1509 0.151 0.1469 0.1329
recovery2/11 4:11p 0.159 0.1553 0.1538 0.1538 0.1495 0.1346
169
Creep and Shrinkage Measurements (Continued)
Cylinder S-1 (mix #_____) Cylinder S-2 (mix #_____)
Actual date Shrinkage Measurement Shrinkage Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading1/14 3:00pm 0.1536 0.1305 0.1228 0.1575 0.1429
Immediately after Loading1/14 3:53p 0.1536 0.1305 0.1225 0.1575 0.1427
15-20 minutes1/14 4:20p 0.1535 Gage 0.1302 0.1225 0.1572 0.1427
1 hour1/14 5:06p 0.1535 0.1292 0.1225 0.1573 0.1428
2 hours: 45 minutes1/14 6:45p 0.1534 0.1301 0.1227 0.1572 0.1429
6 - 8 hours1/14 9:56p 0.1534 Length 0.1304 0.1227 0.158 0.1426
2nd Day1/15 1:50p 0.1534 0.1297 0.1226 0.1579 0.1424
3rd Day1/16 11:35a 0.1532 0.1306 0.1224 0.1577 0.1427
4th Day1/17 1:40p 0.1534 Not 0.1304 0.1224 0.158 0.1422
6th Day1/19 12:15p 0.1533 0.1302 0.1224 0.158 0.1422
8th Day1/21 1:35p 0.1532 0.1301 0.1223 0.1575 0.1418
9th Day1/22 1:52p 0.153 Good 0.1303 0.122 0.1574 0.1416
14th Day1/28 3:30p 0.1529 0.1299 0.1218 0.1573 0.1415
21st Day2/4 4:30p 0.1528 0.1294 0.1218 0.1571 0.1415
28th day2/11 4:10p 0.1528 0.1293 0.1218 0.1571 0.1415
recovery2/11 4:11p 0.1528 0.1293 0.1218 0.1571 0.1415

170
Mix Design #1 - LVM Mix Design
Creep Measurements
gage zero (10") = 0.1600
T
i
0
0
0
.
0
.
0
.
0
.
0
.
0
.
1
.
2
.
4
.
6
.
7
.
1
4
1
3
2
1
2
0
2
8
2
7
r
e
2
7
Shrinkage Measurements
gage zero (10") = 0.1600
T
i
0
0
0
.
0
.
0
.
0
.
0
.
0
.
1
.
2
.
4
.
6
.
7
.
1
4
1
3
2
1
2
0
2
8
2
7
r
e
2
7
171
(Creep)
average average Average total
Cylinder #6 total total Strain - 2
Cylinder plane # strain strain Cylinders
1 2 3 (in) (in/in) (in)
0.1606 10.0006 0.1561 9.9961 0.1406 9.9806
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0035 0.00035 0.0032 0.00032 0.0036 0.00036 0.0034 0.00034 0.0035
0.0046 0.00046 0.0044 0.00044 0.0044 0.00044 0.0045 0.00045 0.0042
0.0053 0.00053 0.0049 0.00049 0.0042 0.00042 0.0048 0.00048 0.0048
0.0057 0.00057 0.0058 0.00058 0.0054 0.00054 0.0056 0.00056 0.0053
0.0065 0.00065 0.0064 0.00064 0.0052 0.00052 0.0060 0.00060 0.0055
0.0067 0.00067 0.0067 0.00067 0.0057 0.00057 0.0064 0.00064 0.0058
0.0073 0.00073 0.0069 0.00069 0.0056 0.00056 0.0066 0.00066 0.0063
0.0076 0.00076 0.0070 0.00070 0.0058 0.00058 0.0068 0.00068 0.0066
0.0081 0.00081 0.0075 0.00075 0.0065 0.00065 0.0074 0.00074 0.0072
0.0084 0.00084 0.0076 0.00076 0.0067 0.00067 0.0076 0.00076 0.0075
0.0087 0.00087 0.0079 0.00079 0.0069 0.00069 0.0078 0.00078 0.0078
0.0090 0.00090 0.0082 0.00082 0.0071 0.00071 0.0081 0.00081 0.0081
0.0092 0.00092 0.0087 0.00087 0.0074 0.00074 0.0084 0.00084 0.0085
0.0096 0.00096 0.0092 0.00092 0.0077 0.00077 0.0088 0.00088 0.0088
0.0068 0.00068 0.0066 0.00066 0.0060 0.00060 0.0065 0.00065 0.0062
(Shrinkage)
average Average Shrinkage
Cylinder #7 average shrinkage Strain - 2
Cylinder plane shrinkage strain Cylinders
1 2 3 strain (in/in) (in)
0.1228 9.9628 0.1575 9.9975 0.1429 9.9829
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0003 0.00003 0.0000 0.00000 0.0002 0.00002 0.0002 0.00002 0.0001
0.0003 0.00003 0.0003 0.00003 0.0002 0.00002 0.0003 0.00003 0.0002
0.0003 0.00003 0.0002 0.00002 0.0001 0.00001 0.0002 0.00002 0.0004
0.0001 0.00001 0.0003 0.00003 0.0000 0.00000 0.0001 0.00001 0.0002
0.0001 0.00001 -0.0005 -0.00005 0.0003 0.00003 0.0000 0.00000 0.0001
0.0002 0.00002 -0.0004 -0.00004 0.0005 0.00005 0.0001 0.00001 0.0003
0.0004 0.00004 -0.0002 -0.00002 0.0002 0.00002 0.0001 0.00001 0.0001
0.0004 0.00004 -0.0005 -0.00005 0.0007 0.00007 0.0002 0.00002 0.0002
0.0004 0.00004 -0.0005 -0.00005 0.0007 0.00007 0.0002 0.00002 0.0003
0.0005 0.00005 0.0000 0.00000 0.0011 0.00011 0.0005 0.00005 0.0005
0.0008 0.00008 0.0001 0.00001 0.0013 0.00013 0.0007 0.00007 0.0006
0.0010 0.00010 0.0002 0.00002 0.0014 0.00014 0.0009 0.00009 0.0008
0.0010 0.00010 0.0004 0.00004 0.0014 0.00014 0.0009 0.00009 0.0009
0.0010 0.00010 0.0004 0.00004 0.0014 0.00014 0.0009 0.00009 0.0010
0.0010 0.00010 0.0004 0.00004 0.0014 0.00014 0.0009 0.00009 0.0010
172
Average total
Strain - 2
Cylinders (microstrain)
Time,m Time, day
(in/in)
(x 10^6)
0 0
0
0
53 0.0
0.000351768
351.8
80 0.1
0.000416799
416.8
126 0.1
0.000478453
478.5
225 0.2
0.000533494
533.5
416 0.3
0.000546821
546.8
1335 0.9
0.0005835
583.5
2670 1.9
0.000626831
626.8
4115 2.9
0.00065683
656.8
6910 4.8
0.000715181
715.2
9790 6.8
0.000748516
748.5
11247 7.8
0.000783522
783.5
18720 13.0
0.000813525
813.5
28800 20.0
0.000848533
848.5
38880 27.0
0.000881878
881.9
38881 27.0
0.000618505
618.5
Shrinkage Measurements
Creep= Creep=
Average Shrinkage
Total
Total
Strain - 2
minus
minus
Cylinders
(microstrain) Shrinkage
Shrinkage
(microstrain)
Time,m Time, day
(in/in)
(x 10^6) (in)
(in/in)
(x 10^6)
0 0
0
0 0.0000
0.000000
0
53 0.0
8.33951E-06
8.3 0.0034
0.000343
343.4
80 0.1
2.33408E-05
23.3 0.0039
0.000393
393.5
126 0.1
4.50056E-05
45.0 0.0043
0.000433
433.4
225 0.2
2.16669E-05
21.7 0.0051
0.000512
511.8
416 0.3
5.83745E-06
5.8 0.0054
0.000541
541.0
1335 0.9
3.00125E-05
30.0 0.0055
0.000553
553.5
2670 1.9
1.41663E-05
14.2 0.0061
0.000613
612.7
4115 2.9
1.75168E-05
17.5 0.0064
0.000639
639.3
6910 4.8
2.5016E-05
25.0 0.0069
0.000690
690.2
9790 6.8
4.66977E-05
46.7 0.0070
0.000702
701.8
11247 7.8
5.67017E-05
56.7 0.0073
0.000727
726.8
18720 13.0
7.58716E-05
75.9 0.0074
0.000738
737.7
28800 20.0
9.4206E-05
94.2 0.0075
0.000754
754.3
38880 27.0
9.67062E-05
96.7 0.0079
0.000785
785.2
38881 27.0
9.67062E-05
96.7 0.0052
0.000522
521.8
173
Mix #1
LVM Mix Design, Reference Mix (Phase 1)
Applied Creep Load =
2120
psi Specific
Creep Specific Specific
Time Total Creep Shrinkage plus Initial Creep Total
(min) (in/in) (in/in) (in/in) (microstrain/psi)
(microstrain/psi)
(microstrain/psi)
0 0 0 0 0 0
53 .352E-3 .343E-3 .834E-5 0.162 0 0.166
80 .417E-3 .393E-3 .233E-4 0.186 0.024 0.197
126 .478E-3 .433E-3 .450E-4 0.204 0.042 0.226
225 .533E-3 .512E-3 .217E-4 0.241 0.079 0.252
416 .547E-3 .541E-3 .584E-5 0.255 0.093 0.258
1335 .584E-3 .553E-3 .300E-4 0.261 0.099 0.275
2670 .627E-3 .613E-3 .142E-4 0.289 0.127 0.296
4115 .657E-3 .639E-3 .175E-4 0.302 0.140 0.310
6910 .715E-3 .690E-3 .250E-4 0.326 0.164 0.337
9790 .749E-3 .702E-3 .467E-4 0.331 0.169 0.353
11247 .784E-3 .727E-3 .567E-4 0.343 0.181 0.370
18720 .814E-3 .738E-3 .759E-4 0.348 0.186 0.384
28800 .849E-3 .754E-3 .942E-4 0.356 0.194 0.400
.
38881 .619E-3 .522E-3 .967E-4 0.246 0.292
174
Mix Design #2
WJE, Inc Report Recommendation
Mix # 2 - 1st Alteration - WJE, Inc. Report Recommendation w/c ratio=
0.3287
mix proportions (per)
Concrete Constituent
1 yd
3
1.5 ft
3
Course Aggregate 1770 lb 98.35 lbs
Fine Aggregate 1295 71.95 lbs
Portland Cement Type II 540 30 lbs
Silica Fume (AASHTO M307) 35 1.95 lbs
Fly Ash (AASHTO M295) 200 11.1 lbs
Water
255 14.15 lbs
Water Reducer (ASTM C494) none
Superplasticizer (ASTM C494) 4.3floz/cwt 55 mL
Slurry - Silica fume=1.95lbs(all)
(884.5grams) Mix Water=total-slurry water
Water=2.38lbs (1079.5grams) =
11.77
lbs
HRWR=6mL
175
Concrete for Hood Canal Floating Bridge Replacement Project
Concrete Mix Design -
WJE, Inc Report Recommendation
Mix Design # 2
Date Batched and Specimens Cast - November 14, 2002
Slump - 7.5 "
Air Content - -
Batch Temperature - 66 F
Number of specimens cast (6x12 and 4x8) - 7 and 2 (#'s 10 - 18)
Date drilled and fitted with gage points - December 10, 2002
28-day Curing Date - December 12 (13), 2002
28-day Compressive Strength - Break notes
Cylinder f'c-1 = 8140psi (230360 lbs) 2 cones
Cylinder f'c-2 = 8200psi (232130 lbs) 2 cones
Cylinder f'c-3 = 8150psi (230790 lbs) 2 cones
Average =
8163.3psi
Load to Apply for Creep Test - ASTM C 512
= 40% x f'c (28 day)
=.40 x 8163.3 psi = 3265.3 psi
Actual Applied Load =
28.1 tons psi = 24.4% f'c (28 day) = 1988 psi
Creep and Shrinkage Measurements
#13 #14
Cylinder C-1 (mix #_____) Cylinder C-2 (mix #_____)
Actual date Creep Measurement Creep Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading1/14 4:35pm 0.1545 0.1561 0.1599 0.163 0.157 0.154
Immediately after Loading1/14 5:00p 0.1514 0.1544 0.1564 0.1611 0.1543 0.1519
15-20 minutes1/14 5:20p 0.1477 0.1532 0.1565 0.1595 0.1544 0.1495
1 hour1/14 6:07p 0.1474 0.152 0.1539 0.1593 0.1542 0.1485
2 hours: 45 minutes1/14 7:59p 0.1478 0.1525 0.1542 0.16 0.155 0.149
6 - 8 hours1/14 11:00p 0.1479 0.1525 0.1531 0.1593 0.155 0.149
2nd Day1/15 1:53p 0.1466 0.1515 0.1528 0.1588 0.1551 0.1479
3rd Day1/16 11:45a 0.147 0.1515 0.1525 0.1587 0.1548 0.1478
4th Day1/17 1:51p 0.1466 0.1515 0.1523 0.1585 0.1547 0.1474
6th Day1/19 12:30p 0.1459 0.1511 0.1519 0.1581 0.1541 0.1471
8th Day1/21 1:40p 0.1456 0.1506 0.1516 0.1576 0.154 0.1468
9th Day1/22 5:00p 0.1452 0.1502 0.1514 0.1572 0.1538 0.1464
14th Day1/28 3:40p 0.1445 0.1499 0.1507 0.1566 0.1533 0.1456
21st Day2/4 4:40p 0.1443 0.1496 0.1503 0.1563 0.1531 0.1454
28th day2/11 4:15p 0.1441 0.1493 0.15 0.1561 0.153 0.1451
recovery2/11 4:16p 0.1475 0.1522 0.1535 0.1595 0.1558 0.1491
176
Creep and Shrinkage Measurements (Continued)
Cylinder S-1 (mix #_____) Cylinder S-2 (mix #_____)
Actual date Shrinkage Measurement Shrinkage Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading1/14 4:35pm 0.1506 0.1415 0.1421 0.1615 0.154
Immediately after Loading1/14 5:00p 0.15 0.1415 0.142 0.1615 0.1542
15-20 minutes1/14 5:20p 0.1491 Gage 0.1413 0.1421 0.1605 0.154
1 hour1/14 6:07p 0.148 0.1397 0.1398 0.1595 0.1529
2 hours: 45 minutes1/14 7:59p 0.149 0.1403 0.1402 0.1596 0.1524
6 - 8 hours1/14 11:00p 0.1486 Length 0.1403 0.1396 0.1597 0.1524
2nd Day1/15 1:53p 0.1481 0.1398 0.1396 0.1595 0.1522
3rd Day1/16 11:45a 0.148 0.1397 0.1395 0.1594 0.1521
4th Day1/17 1:51p 0.1481 Not 0.1396 0.14 0.1594 0.1522
6th Day1/19 12:30p 0.1478 0.1394 0.1385 0.1593 0.1518
8th Day1/21 1:40p 0.1476 0.1393 0.1395 0.1592 0.1517
9th Day1/22 5:00p 0.1474 Good 0.1391 0.1394 0.1591 0.1517
14th Day1/28 3:40p 0.148 0.1392 0.1393 0.1591 0.1516
21st Day2/4 4:40p 0.1476 0.139 0.139 0.1588 0.1515
28th day2/11 4:15p 0.1474 0.1388 0.1389 0.1587 0.1515
recovery2/11 4:16p 0.1474 0.1388 0.1389 0.1587 0.1515
177
Mix # 2 - WJE, Inc Report Recommendation
Creep Measurements
gage zero (10") = 0.1600
Cylinder # 13 average total
Cylinder plane total strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
0
.
1
.
2
.
4
.
6
.
7
.
1
4
1
3
2
1
2
0
2
8
2
7
r
e
2
7
Shrinkage Measurements
gage zero (10") =
0.1600
average
Cylinder #15 average shrinkage
Cylinder plane shrinkage strain
T
i
0
0
25 0.0 0.0006 0.0001 Gage 0.0000 0.0000 0.0003 0.000030
0
.
0
.
199 0.1 0.0016 0.0002 Length 0.0012 0.0001 0.0014 0.000140
0
.
0
.
2585 1.8 0.0026 0.0003 Not 0.0018 0.0002 0.0022 0.000220
2
.
4
.
9780 6.8 0.0030 0.0003 Good 0.0022 0.0002 0.0026 0.000260
7
.
1
4
1
3
2
1
2
0
2
7
r
e
2
7

178
(Creep)
average
Cylinder # 14 average total
Average total
Cylinder plane total strain
Strain - 2
1 2 3 strain (in/in)
Cylinders
0.163 10.0030 0.157 9.9970 0.154
9.9940
0.0000 0.0000 0.0000 0.0000 0.0000
0.0000
0.0000 0.00000
0.0000
0.0019 0.0002 0.0027 0.0003 0.0021
0.0002
0.0022 0.00022
0.0025
0.0035 0.0003 0.0026 0.0003 0.0045
0.0005
0.0035 0.00035
0.0040
0.0037 0.0004 0.0028 0.0003 0.0055
0.0006
0.0040 0.00040
0.0049
0.0030 0.0003 0.0020 0.0002 0.0050
0.0005
0.0033 0.00033
0.0043
0.0037 0.0004 0.0020 0.0002 0.0050 0
.0005
0.0036 0.00036
0.0046
0.0042 0.0004 0.0019 0.0002 0.0061
0.0006
0.0041 0.00041
0.0053
0.0043 0.0004 0.0022 0.0002 0.0062
0.0006
0.0042 0.00042
0.0054
0.0045 0.0004 0.0023 0.0002 0.0066
0.0007
0.0045 0.00045
0.0056
0.0049 0.0005 0.0029 0.0003 0.0069
0.0007
0.0049 0.00049
0.0060
0.0054 0.0005 0.0030 0.0003 0.0072
0.0007
0.0052 0.00052
0.0064
0.0058 0.0006 0.0032 0.0003 0.0076
0.0008
0.0055 0.00055
0.0067
0.0064 0.0006 0.0037 0.0004 0.0084
0.0008
0.0062 0.00062
0.0073
0.0067 0.0007 0.0039 0.0004 0.0086
0.0009
0.0064 0.00064
0.0076
0.0069 0.0007 0.0040 0.0004 0.0089
0.0009
0.0066 0.00066
0.0078
0.0035 0.0003 0.0012 0.0001 0.0049
0.0005
0.0032 0.00032
0.0045
(Shrinkage)
average
Cylinder #16
average shrinkage
Average Shrinkage
Cylinder plane
shrinkage strain
Strain - 2
1 2 3 strain (in/in)
Cylinders
0.1421 9.9821 0.1615 10.0015 0.154 9.9940
0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.00000
0.0000
0.0001 0.0000 0.0000 0.0000 -0.0002 0.0000 0.0000 0.00000
0.0001
0.0000 0.0000 0.0010 0.0001 0.0000 0.0000 0.0003 0.00003
0.0006
0.0023 0.0002 0.0020 0.0002 0.0011 0.0001 0.0018 0.00018
0.0020
0.0019 0.0002 0.0019 0.0002 0.0016 0.0002 0.0018 0.00018
0.0016
0.0025 0.0003 0.0018 0.0002 0.0016 0.0002 0.0020 0.00020
0.0018
0.0025 0.0003 0.0020 0.0002 0.0018 0.0002 0.0021 0.00021
0.0021
0.0026 0.0003 0.0021 0.0002 0.0019 0.0002 0.0022 0.00022
0.0022
0.0021 0.0002 0.0021 0.0002 0.0018 0.0002 0.0020 0.00020
0.0021
0.0036 0.0004 0.0022 0.0002 0.0022 0.0002 0.0027 0.00027
0.0026
0.0026 0.0003 0.0023 0.0002 0.0023 0.0002 0.0024 0.00024
0.0025
0.0027 0.0003 0.0024 0.0002 0.0023 0.0002 0.0025 0.00025
0.0026
0.0028 0.0003 0.0024 0.0002 0.0024 0.0002 0.0025 0.00025
0.0025
0.0031 0.0003 0.0027 0.0003 0.0025 0.0003 0.0028 0.00028
0.0028
0.0032 0.0003 0.0028 0.0003 0.0025 0.0003 0.0028 0.00028
0.0029
0.0032 0.0003 0.0028 0.0003 0.0025 0.0003 0.0028 0.00028
0.0029
179
Average total
Strain - 2
Cylinders
Time,m Time, day
(in/in)
(x 10^6)
0 0
0
0
25 0.0
0.000250065
250.0651
40 0.0
0.000395122
395.1223
87 0.1
0.00048681
486.81
199 0.1
0.000433464
433.4642
380 0.3
0.000461793
461.7933
1273 0.9
0.000530153
530.1531
2585 1.8
0.000536818
536.8181
4151 2.9
0.000558492
558.492
6890 4.8
0.000605172
605.1718
9780 6.8
0.000638512
638.5122
11420 7.9
0.000671855
671.8548
18720 13.0
0.000731871
731.8708
28800 20.0
0.000758543
758.5428
38880 27.0
0.000781882
781.8825
38881 27.0
0.000448461
448.4615
Creep=
Average Shrinkage
Creep=
Total
Strain - 2
Total
minus
Cylinders
minus
Shrinkage
Time,m Time, day
(in/in)
(x 10^6) Shrinkage
(in/in)
(x 10^6)
0 0
0
0 0.0000
0
0
25 0.0
1.33484E-05
13.34843 0.0024
0.0002367
236.7167
40 0.0
5.92087E-05
59.20872 0.0034
0.0003359
335.9136
87 0.1
0.000200219
200.2193 0.0029
0.0002866
286.5907
199 0.1
0.000160161
160.1613 0.0027
0.0002733
273.3029
380 0.3
0.000178522
178.5222 0.0028
0.0002833
283.2711
1273 0.9
0.000210225
210.2253 0.0032
0.0003199
319.9278
2585 1.8
0.000220236
220.236 0.0032
0.0003166
316.5821
4151 2.9
0.000210222
210.2224 0.0035
0.0003483
348.2697
6890 4.8
0.000256121
256.1206 0.0035
0.0003491
349.0512
9780 6.8
0.000250267
250.2675 0.0039
0.0003882
388.2447
11420 7.9
0.000263618
263.6175 0.0041
0.0004082
408.2373
18720 13.0
0.000249436
249.4361 0.0048
0.0004824
482.4347
28800 20.0
0.000276131
276.1307 0.0048
0.0004824
482.4122
38880 27.0
0.000289481
289.4807 0.0049
0.0004924
492.4018
38881 27.0
0.000289481
289.4807 0.0016
0.000159
158.9808
180
Mix #2
WJE, Inc Report Recommendation
Applied Creep Load =
1990psi Specific
Creep Specific Specific
Time Total Creep Shrinkage plus Initial Creep Total
(min) (in/in) (in/in) (in/in) (microstrain/psi)
(microstrain/psi)
(microstrain/psi)
0 0 0 0 0 0
25 .250E-3 .237E-3
.133E-4 0.119 0 0.126
40 .395E-3 .336E-3
.592E-4 0.169 0.050 0.199
87 .487E-3 .287E-3
.200E-3 0.144 0.025 0.245
199 .433E-3 .273E-3
.160E-3 0.137 0.018 0.218
380 .462E-3 .283E-3
.179E-3 0.142 0.023 0.232
1273 .530E-3 .320E-3
.210E-3 0.161 0.042 0.266
2585 .537E-3 .317E-3
.220E-3 0.159 0.040 0.270
4151 .558E-3 .348E-3
.210E-3 0.175 0.056 0.281
6890 .605E-3 .349E-3
.256E-3 0.175 0.056 0.304
9780 .639E-3 .388E-3
.250E-3 0.195 0.076 0.321
11420 .672E-3 .408E-3
.264E-3 0.205 0.086 0.338
18720 .732E-3 .482E-3
.249E-3 0.242 0.123 0.368
28800 .759E-3 .482E-3
.276E-3 0.242 0.123 0.381
.
38881 .448E-3 .159E-3
.289E-3 0.080 0.225
181
Mix Design #3
Metakaolin 5% OPC Replacement
Mix # 3 - 2nd Alteration - Metakaolin - 5% OPC Replacement* w/c ratio=
0.3287
mix proportions (per)
Concrete Constituent
1 yd
3
1.5 ft
3
Course Aggregate 1770 lb 98.35 lbs
Fine Aggregate 1295 71.95 lbs
Portland Cement Type II 636.3 35.35 lbs
Silica Fume (AASHTO M307)
none none
Fly Ash (AASHTO M295) 100 5.55 lbs-------->
2517.4g
Metakaolin (High Reactive) 38.75 2.15 lbs-------->
975.2g
Water
255 14.15 lbs
Water Reducer (ASTM C494)
none
Superplasticizer (ASTM C494)
5.5floz/cwt 70 mL
* Based on 775 pounds of total cementitious materials
182
Concrete for Hood Canal Floating Bridge Replacement Project
Concrete Mix Design -
Metakaolin - 5% OPC Replacement
Mix Design # 3
Date Batched and Specimens Cast - November 14, 2002
Slump - 9 "
Air Content - -
Batch Temperature - 66 F
Number of specimens cast (6x12 and 4x8) - 7 and 2 (#'s 19 - 27)
Date drilled and fitted with gage points - December 10, 2002
28-day Curing Date - December 12 (13), 2002
28-day Compressive Strength - Break notes
Cylinder f'c-1 =
8820
psi (249700 lbs) 2 cones
Cylinder f'c-2 =
8780
psi (248370 lbs) Shear Plane
Cylinder f'c-3 =
8720
psi (246800 lbs) 2 cones
Average =
8773.3
psi
Load to Apply for Creep Test - ASTM C 512
= 40% x f'c (28 day)
=.40 x 8773.3 psi = 3509.3 psi
Actual Applied Load =
30.3 tons = 24.4% f'c (28 day) = 2140.7 psi
Creep and Shrinkage Measurements
#23 #24
Cylinder C-1 (mix #_____) Cylinder C-2 (mix #_____)
Actual date Creep Measurement Creep Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading
1/14 5:37pm 0.1578 0.1501 0.1307 0.17 0.1635 0.1923
Immediately after Loading
1/14 6:01p 0.1551 0.1473 0.1279 0.1666 0.1603 0.1898
15-20 minutes
1/14 6:18p 0.155 0.147 0.1275 0.166 0.1599 0.1891
1 hour
1/14 7:00p 0.155 0.1467 0.1274 0.1657 0.1594 0.1876
2 hours: 45 minutes
1/14 8:45p 0.1555 0.1465 0.1279 0.1658 0.1594 0.1879
6 - 8 hours
1/14 12:01am 0.1559 0.1469 0.1279 0.1658 0.1594 0.1877
2nd Day
1/15 2:04p 0.1548 0.146 0.1264 0.1645 0.159 0.1868
3rd Day
1/16 11:51a 0.1543 0.1459 0.1255 0.1646 0.1582 0.1866
4th Day
1/17 1:55p 0.1539 0.145 0.1256 0.1643 0.1582 0.1865
6th Day
1/19 12:35p 0.1535 0.1443 0.1253 0.1638 0.1578 0.1861
8th Day
1/21 1:50p 0.1533 0.1435 0.1249 0.1634 0.1576 0.1855
9th Day
1/22 5:05p 0.1526 0.1433 0.1245 0.1632 0.157 0.1852
14th Day
1/28 4:00p 0.152 0.1428 0.1237 0.163 0.1566 0.1845
21st Day
2/4 4:45p 0.1512 0.1424 0.1234 0.1625 0.1564 0.1842
28th day
2/11 4:00p 0.1505 0.1422 0.1232 0.1623 0.1562 0.184
recovery
2/11 4:01p 0.1534 0.1456 0.1268 0.1649 0.1586 0.1879
183
#22 #25
Cylinder S-1 (mix #_____) Cylinder S-2 (mix #_____)
Actual date Shrinkage Measurement Shrinkage Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading
1/14 5:37pm 0.1655 0.0705 0.164 0.159 0.0641 0.12
Immediately after Loading
1/14 6:01p 0.1653 0.0704 0.1638 0.1593 0.064 0.12
15-20 minutes
1/14 6:18p 0.165 0.07 0.1636 0.1585 0.0653 0.119
1 hour
1/14 7:00p 0.1654 0.0708 0.164 0.1581 0.0649 0.1191
2 hours: 45 minutes
1/14 8:45p 0.1651 0.0705 0.1641 0.1591 0.0636 0.12
6 - 8 hours
1/14 12:01am 0.165 0.0706 0.164 0.1586 0.063 0.12
2nd Day
1/15 2:04p 0.1649 0.07 0.1636 0.1581 0.0628 0.12
3rd Day
1/16 11:51a 0.1646 0.07 0.164 0.158 0.063 0.1195
4th Day
1/17 1:55p 0.165 0.0701 0.1641 0.1576 0.0628 0.1195
6th Day
1/19 12:35p 0.1646 0.07 0.1636 0.1574 0.0628 0.1195
8th Day
1/21 1:50p 0.1645 0.0695 0.1633 0.1568 0.0625 0.1193
9th Day
1/22 5:05p 0.1645 0.0693 0.1632 0.1568 0.0625 0.1193
14th Day
1/28 4:00p 0.1646 0.0695 0.1636 0.157 0.0625 0.1194
21st Day
2/4 4:45p 0.1644 0.0693 0.1634 0.1569 0.0625 0.119
28th day
2/11 4:00p 0.1643 0.0693 0.1631 0.1568 0.0625 0.119
recovery
2/11 4:01p 0.1643 0.0693 0.1631 0.1568 0.0625 0.119

184
Mix # 3 - Metakaolin - 5% OPC Replacement
Creep Measurements
gage zero (10") = 0.1600
Cylinder # 23 average total
Cylinder plane total strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
0
.
1
.
2
.
4
.
6
.
8
.
1
4
1
3
2
1
2
0
2
8
2
7
r
e
2
7
Shrinkage Measurements
gage zero (10") = 0.1600 average
Cylinder # 22 average shrinkage
Cylinder plane shrinkage strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
0
.
1
.
2
.
4
.
6
.
8
.
1
4
1
3
2
1
2
0
2
8
2
7
r
e
2
7

185
(creep)
average
Cylinder # 24 average total Average total
Cylinder plane total strain Strain - 2
1
2
3 strain (in/in) Cylinders
0.17 10.0100 0.1635 10.0035 0.1923 10.0323
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0034 0.00034 0.0032 0.00032 0.0025 0.00025 0.0030 0.00030 0.0029
0.0040 0.00040 0.0036 0.00036 0.0032 0.00032 0.0036 0.00036 0.0033
0.0043 0.00043 0.0041 0.00041 0.0047 0.00047 0.0044 0.00044 0.0038
0.0042 0.00042 0.0041 0.00041 0.0044 0.00044 0.0042 0.00042 0.0036
0.0042 0.00042 0.0041 0.00041 0.0046 0.00046 0.0043 0.00043 0.0035
0.0055 0.00055 0.0045 0.00045 0.0055 0.00055 0.0052 0.00052 0.0045
0.0054 0.00054 0.0053 0.00053 0.0057 0.00057 0.0055 0.00055 0.0049
0.0057 0.00057 0.0053 0.00053 0.0058 0.00058 0.0056 0.00056 0.0052
0.0062 0.00062 0.0057 0.00057 0.0062 0.00062 0.0060 0.00060 0.0056
0.0066 0.00066 0.0059 0.00059 0.0068 0.00068 0.0064 0.00064 0.0060
0.0068 0.00068 0.0065 0.00065 0.0071 0.00071 0.0068 0.00068 0.0064
0.0070 0.00070 0.0069 0.00069 0.0078 0.00078 0.0072 0.00072 0.0070
0.0075 0.00075 0.0071 0.00071 0.0081 0.00081 0.0076 0.00076 0.0074
0.0077 0.00077 0.0073 0.00073 0.0083 0.00083 0.0078 0.00078 0.0077
0.0051 0.00051 0.0049 0.00049 0.0044 0.00044 0.0048 0.00048 0.0045
(shrinkage)
average Average Shrinkage
Cylinder # 25 average shrinkage Strain - 2
Cylinder plane shrinkage strain Cylinders
1
2
3 strain (in/in) (in)
0.159 9.9990 0.0641 9.9041 0.12 9.9600
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
-0.0003 -0.00003 0.0001 0.00001 0.0000 0.00000 -0.0001 -0.00001 0.0001
0.0005 0.00005 -0.0012 -0.00012 0.0010 0.00010 0.0001 0.00001 0.0003
0.0009 0.00009 -0.0008 -0.00008 0.0009 0.00009 0.0003 0.00003 0.0001
-0.0001 -0.00001 0.0005 0.00005 0.0000 0.00000 0.0001 0.00001 0.0001
0.0004 0.00004 0.0011 0.00011 0.0000 0.00000 0.0005 0.00005 0.0003
0.0009 0.00009 0.0013 0.00013 0.0000 0.00000 0.0007 0.00007 0.0006
0.0010 0.00010 0.0011 0.00011 0.0005 0.00005 0.0009 0.00009 0.0007
0.0014 0.00014 0.0013 0.00013 0.0005 0.00005 0.0011 0.00011 0.0007
0.0016 0.00016 0.0013 0.00013 0.0005 0.00005 0.0011 0.00011 0.0009
0.0022 0.00022 0.0016 0.00016 0.0007 0.00007 0.0015 0.00015 0.0012
0.0022 0.00022 0.0016 0.00016 0.0007 0.00007 0.0015 0.00015 0.0013
0.0020 0.00020 0.0016 0.00016 0.0006 0.00006 0.0014 0.00014 0.0011
0.0021 0.00021 0.0016 0.00016 0.0010 0.00010 0.0016 0.00016 0.0013
0.0022 0.00022 0.0016 0.00016 0.0010 0.00010 0.0016 0.00016 0.0014
0.0022 0.00022 0.0016 0.00016 0.0010 0.00010 0.0016 0.00016 0.0014
186
Average total
Strain - 2
Cylinders
Time,m Time, day
(in/in)
(x 10^6)
0 0
0
0
24 0.0
0.000289984
289.9839
41 0.0
0.000331626
331.6256
83 0.1
0.000376547
376.547
188 0.1
0.000356542
356.5418
384 0.3
0.000346523
346.5229
1227 0.9
0.00044821
448.2097
2534 1.8
0.000488244
488.2435
4090 2.8
0.000514911
514.9113
6898 4.8
0.000559907
559.9069
9853 6.8
0.000603234
603.2337
11488 8.0
0.000643236
643.2363
18720 13.0
0.000696576
696.576
28800 20.0
0.000738241
738.2413
38880 27.0
0.000766575
766.5751
38881 27.0
0.000453265
453.2652
Creep=
Creep=
Average Shrinkage
Total
Total
Strain - 2
minus
minus
Cylinders
Shrinkage
Shrinkage
Time,m Time, day
(in/in)
(x 10^6) (in)
(in/in)
(x 10^6)
0 0
0
0 0.0000
0.000000
0
24 0.0
5.01659E-06
5.016592 0.0029
0.000285
284.9673
41 0.0
2.8308E-05
28.30803 0.0030
0.000303
303.3175
83 0.1
1.32701E-05
13.27013 0.0036
0.000363
363.2769
188 0.1
1.1662E-05
11.66199 0.0035
0.000345
344.8798
384 0.3
3.16538E-05
31.65377 0.0032
0.000315
314.8692
1227 0.9
6.16742E-05
61.67415 0.0039
0.000387
386.5356
2534 1.8
6.66283E-05
66.62833 0.0042
0.000422
421.6152
4090 2.8
6.66125E-05
66.61249 0.0045
0.000448
448.2988
6898 4.8
8.66368E-05
86.63677 0.0047
0.000473
473.2701
9853 6.8
0.000119971
119.9709 0.0048
0.000483
483.2628
11488 8.0
0.000124979
124.9791 0.0052
0.000518
518.2571
18720 13.0
0.000108298
108.2979 0.0059
0.000588
588.2781
28800 20.0
0.000126622
126.622 0.0061
0.000612
611.6194
38880 27.0
0.000134969
134.9687 0.0063
0.000632
631.6064
38881 27.0
0.000134969
134.9687 0.0032
0.000318
318.2965
187
Mix #3
Metakaolin - 5% OPC Replacement
Applied Creep Load =
2140psi Specific
Creep Specific Specific
Time Total Creep Shrinkage plus Initial Creep Total
(min) (in/in) (in/in) (in/in) (microstrain/psi)
(microstrain/psi)
(microstrain/psi)
0 0 0 0 0 0
24 .290E-3 .285E-3 .502E-5 0.133 0 0.136
41 .332E-3 .303E-3 .283E-4 0.142 0.009 0.155
83 .377E-3 .363E-3 .133E-4 0.170 0.037 0.176
188 .357E-3 .345E-3 .117E-4 0.161 0.028 0.167
384 .347E-3 .315E-3 .317E-4 0.147 0.014 0.162
1227 .448E-3 .387E-3 .617E-4 0.181 0.047 0.209
2534 .488E-3 .422E-3 .666E-4 0.197 0.064 0.228
4090 .515E-3 .448E-3 .666E-4 0.209 0.076 0.241
6898 .560E-3 .473E-3 .866E-4 0.221 0.088 0.262
9853 .603E-3 .483E-3 .120E-3 0.226 0.093 0.282
11488 .643E-3 .518E-3 .125E-3 0.242 0.109 0.301
18720 .697E-3 .588E-3 .108E-3 0.275 0.142 0.326
28800 .738E-3 .612E-3 .127E-3 0.286 0.153 0.345
.
38881 .453E-3 .318E-3 .135E-3 0.149 0.212
188
Mix Design #4
Metakaolin 10 % OPC Replacement
Mix # 4 - 3rd Alteration - Metakaolin - 10% OPC Replacement* w/c ratio=
0.3338
mix proportions (per)
Concrete Constituent
1 yd
3
1.5 ft
3
Course Aggregate 1770 lb 98.35 lbs
Fine Aggregate 1295 71.95 lbs
Portland Cement Type II 597.5 33.2 lbs
Silica Fume (AASHTO M307)
none none
Fly Ash (AASHTO M295) 100 5.55 lbs-------->
2517.4g
Metakaolin (High Reactive) 77.5 4.3 lbs-------->
1950.4g
Water
255 14.37 lbs
Water Reducer (ASTM C494)
none
Superplasticizer (ASTM C494)
7.0floz/cwt 90 mL
* Based on 775 pounds of total cementitious materials
189
Concrete for Hood Canal Floating Bridge Replacement Project
Concrete Mix Design -
Metakaolin - 10% OPC Replacement
Mix Design # - 4
Date Batched and Specimens Cast - December 14, 2002
Slump - 8.5"
Air Content - -
Batch Temperature - 62 F
Number of specimens cast (6x12 and 4x8) - 7 and 2 (#'s 28-36)
Date drilled and fitted with gage points -
28-day Curing Date - January 11, 2003
28-day Compressive Strength - Break notes
Cylinder f'c-1 =
9340
psi (264,240 lbs) Shear Plane
Cylinder f'c-2 =
9080
psi (256,990 lbs) Two cones
Cylinder f'c-3 =
9200
psi (260,400 lbs) Two cones
Average =
9206.7
psi
Load to Apply for Creep Test - ASTM C 512
= 40% x f'c (28 day)
=.40 x 9207 psi = 3683 psi
Actual Applied Load =
33 tons = 25.4 % f'c (28 day) = 2334.3 psi
Creep and Shrinkage Measurements
31 32
Cylinder C-1 (mix #__4__) Cylinder C-2 (mix #__4__)
Actual date Creep Measurement Creep Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading
2/18 2:20pm 0.1448 0.1567 0.1544 0.1369 0.1502 0.0959
Immediately after Loading
2/18 2:25pm 0.1414 0.153 0.1508 0.1336 0.1471 0.0928
15-20 minutes
2/18 2:40pm 0.1412 0.1532 0.1502 0.133 0.1469 0.0924
1 hour
2/18 3:25pm 0.141 0.1528 0.1501 0.1328 0.1468 0.0922
2 hours: 45 minutes
2/18 5:30pm 0.1411 0.1527 0.1499 0.1324 0.1469 0.0919
6 - 8 hours
2/18 8:50pm 0.141 0.1525 0.1499 0.1323 0.1469 0.092
2nd Day
2/19 5:05p 0.1406 0.152 0.1497 0.1321 0.1463 0.0917
3rd Day
2/20 1:30a 0.1397 0.1514 0.1494 0.1316 0.1454 0.0911
4th Day
2/21 2:05p 0.1395 0.1512 0.1489 0.1314 0.145 0.0909
7th Day
2/24 12:55p 0.1389 0.15 0.148 0.1311 0.1433 0.0888
14th Day
3/3 2:15p 0.1374 0.1488 0.1465 0.1301 0.1425 0.0882
21st Day
3/10 2:25p 0.1366 0.1479 0.1457 0.1292 0.1417 0.0877
28th day
3/17 1:35p 0.1361 0.1481 0.1451 0.1287 0.141 0.087
58th day
5/14 6:00p 0.1338 0.1446 0.1427 0.1269 0.1373 0.0845
recovery
5/14 6:00p 0.1372 0.1487 0.1468 0.1293 0.1426 0.0883
190
Creep and Shrinkage Measurements (Continued)
33 34
Cylinder S-1 (mix #__4__) Cylinder S-2 (mix #__4__)
Actual date Shrinkage Measurement Shrinkage Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading
2/18 2:20pm 0.089 0.1593 0.1517 0.175 0.1552 0.1548
Immediately after Loading
2/18 2:25pm 0.089 0.1592 0.1516 0.1749 0.1551 0.1547
15-20 minutes
2/18 2:40pm 0.0889 0.1592 0.1515 0.1748 0.155 0.1546
1 hour
2/18 3:25pm 0.0888 0.1591 0.1514 0.1747 0.1549 0.1545
2 hours: 45 minutes
2/18 5:30pm 0.0888 0.1591 0.1514 0.1747 0.1549 0.1544
6 - 8 hours
2/18 8:50pm 0.0888 0.159 0.1514 0.1747 0.1549 0.1544
2nd Day
2/19 5:05p 0.0888 0.1589 0.1514 0.1746 0.1549 0.1543
3rd Day
2/20 1:30a 0.0887 0.1588 0.1513 0.1745 0.1548 0.1543
4th Day
2/21 2:05p 0.0887 0.1588 0.1513 0.1745 0.1548 0.1543
7th Day
2/24 12:55p 0.0887 0.1587 0.1513 0.1744 0.1547 0.1543
14th Day
3/3 2:15p 0.0885 0.1584 0.1509 0.1741 0.1545 0.154
21st Day
3/10 2:25p 0.0882 0.1583 0.1507 0.1737 0.1543 0.1538
28th day
3/17 1:35p 0.0881 0.158 0.1505 0.1735 0.1541 0.1535
58th day
5/14 6:00p 0.0865 0.1567 0.1488 0.1721 0.1527 0.152
recovery
5/14 6:00p 0.0865 0.1567 0.1488 0.1721 0.1527 0.152

191
Mix # 4 - Metakaolin -10% OPC Replacement
Creep Measurements
gage zero (10") = 0.1600
Cylinder plane # strain strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
1
.
2
.
3
.
5
.
1
4
1
3
2
1
2
0
2
8
2
7
5
8
5
8
r
e
5
8
Shrinkage Measurements
gage zero (10") = 0.1600 average
Cylinder #33 average shrinkage
Cylinder plane shrinkage strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
1
.
2
.
3
.
5
.
1
4
1
3
2
1
2
0
2
8
2
7
5
8
5
8
192
r
e
5
8
(creep)
average average Average total
Cylinder #32 total total Strain - 2
Cylinder plane # strain strain Cylinders
1 2 3 (in) (in/in) (in)
0.1369 9.9769 0.1502 9.9902 0.0959 9.9359
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0033 0.00033 0.0031 0.00031 0.0031 0.00031 0.0032 0.00032 0.0034
0.0039 0.00039 0.0033 0.00033 0.0035 0.00035 0.0036 0.00036 0.0037
0.0041 0.00041 0.0034 0.00034 0.0037 0.00037 0.0037 0.00037 0.0039
0.0045 0.00045 0.0033 0.00033 0.0040 0.00040 0.0039 0.00039 0.0040
0.0046 0.00046 0.0033 0.00033 0.0039 0.00039 0.0039 0.00039 0.0041
0.0048 0.00048 0.0039 0.00039 0.0042 0.00042 0.0043 0.00043 0.0044
0.0053 0.00053 0.0048 0.00048 0.0048 0.00048 0.0050 0.00050 0.0051
0.0055 0.00055 0.0052 0.00052 0.0050 0.00050 0.0052 0.00053 0.0053
0.0058 0.00058 0.0069 0.00069 0.0071 0.00071 0.0066 0.00066 0.0065
0.0068 0.00068 0.0077 0.00077 0.0077 0.00077 0.0074 0.00074 0.0076
0.0077 0.00077 0.0085 0.00085 0.0082 0.00083 0.0081 0.00082 0.0084
0.0082 0.00082 0.0092 0.00092 0.0089 0.00090 0.0088 0.00088 0.0088
0.0100 0.00100 0.0129 0.00129 0.0114 0.00115 0.0114 0.00115 0.0115
0.0076 0.00076 0.0076 0.00076 0.0076 0.00076 0.0076 0.00076 0.0077
(shrinkage) average Average Shrinkage
Cylinder #34 average shrinkage Strain - 2
Cylinder plane shrinkage strain Cylinders
1 2 3 strain (in/in) (in)
0.175 10.0150 0.1552 9.9952 0.1548 9.9948
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0001 0.00001 0.0001 0.00001 0.0001 0.00001 0.0001 0.00001 0.0001
0.0002 0.00002 0.0002 0.00002 0.0002 0.00002 0.0002 0.00002 0.0002
0.0003 0.00003 0.0003 0.00003 0.0003 0.00003 0.0003 0.00003 0.0003
0.0003 0.00003 0.0003 0.00003 0.0004 0.00004 0.0003 0.00003 0.0003
0.0003 0.00003 0.0003 0.00003 0.0004 0.00004 0.0003 0.00003 0.0003
0.0004 0.00004 0.0003 0.00003 0.0005 0.00005 0.0004 0.00004 0.0003
0.0005 0.00005 0.0004 0.00004 0.0005 0.00005 0.0005 0.00005 0.0004
0.0005 0.00005 0.0004 0.00004 0.0005 0.00005 0.0005 0.00005 0.0004
0.0006 0.00006 0.0005 0.00005 0.0005 0.00005 0.0005 0.00005 0.0005
0.0009 0.00009 0.0007 0.00007 0.0008 0.00008 0.0008 0.00008 0.0008
0.0013 0.00013 0.0009 0.00009 0.0010 0.00010 0.0011 0.00011 0.0010
0.0015 0.00015 0.0011 0.00011 0.0013 0.00013 0.0013 0.00013 0.0012
0.0029 0.00029 0.0025 0.00025 0.0028 0.00028 0.0027 0.00027 0.0027
193
0.0029 0.00029 0.0025 0.00025 0.0028 0.00028 0.0027 0.00027 0.0027
Average total
Strain - 2
Cylinders
Time,m Time, day
(in/in)
(x 10^-6)
0 0
0
0
5 0.0
0.000337
337.3183
20 0.0
0.000367
367.3973
65 0.0
0.000387
387.4363
190 0.1
0.000401
400.8156
390 0.3
0.000406
405.8123
1605 1.1
0.000443
442.5436
2830 2.0
0.000506
506.0044
4305 3.0
0.000534
534.3843
8555 5.9
0.000648
648.013
18715 13.0
0.000758
758.1879
28805 20.0
0.000837
836.6555
38835 27.0
0.000883
883.4454
83520 58.0
0.001154
1153.944
83521 58.0
0.000768
768.2092
Creep=
Creep=
Average Shrinkage
Total
Total
Strain - 2
minus
minus
Cylinders
Shrinkage
Shrinkage
Time,m Time, day
(in/in)
(x 10^-6) (in)
(in/in)
(x 10^-6)
0 0
0
0 0.0000
0.000000
0
5 0.0
8.33E-06
8.334006 0.0033
0.000329
328.9842
20 0.0
1.67E-05
16.67981 0.0035
0.000351
350.7175
65 0.0
2.67E-05
26.6924 0.0036
0.000361
360.7439
190 0.1
2.84E-05
28.35994 0.0037
0.000372
372.4557
390 0.3
3E-05
30.02672 0.0038
0.000376
375.7856
1605 1.1
3.5E-05
35.02521 0.0041
0.000408
407.5184
2830 2.0
4.34E-05
43.37026 0.0046
0.000463
462.6341
4305 3.0
4.34E-05
43.37026 0.0049
0.000491
491.014
8555 5.9
4.84E-05
48.36869 0.0060
0.000600
599.6443
18715 13.0
7.67E-05
76.72846 0.0068
0.000681
681.4594
28805 20.0
0.0001
100.0938 0.0074
0.000737
736.5617
38835 27.0
0.000122
121.7747 0.0076
0.000762
761.6707
83520 58.0
0.00027
270.313 0.0088
0.000884
883.6311
194
83521 58.0
0.00027
270.313 0.0050
0.000498
497.8962
Mix #4
Metakaolin - 10% OPC Replacement
Applied Creep Load = 2340psi Specific
Creep Specific Specific
Time Total Creep Shrinkage plus Initial Creep Total
(min) (in/in) (in/in) (in/in) (microstrain/psi)
(microstrain/psi)
(microstrain/psi)
0 0 0 0 0 0
5 .337E-3 .329E-3 .833E-5 0.141 0 0.144
20 .367E-3 .351E-3 .167E-4 0.150 0.009 0.157
65 .387E-3 .361E-3 .267E-4 0.154 0.014 0.166
190 .401E-3 .372E-3 .284E-4 0.159 0.019 0.171
390 .406E-3 .376E-3 .300E-4 0.161 0.020 0.173
1605 .443E-3 .408E-3 .350E-4 0.174 0.034 0.189
2830 .506E-3 .463E-3 .434E-4 0.198 0.057 0.216
4305 .534E-3 .491E-3 .434E-4 0.210 0.069 0.228
8555 .648E-3 .600E-3 .484E-4 0.256 0.116 0.277
18715 .758E-3 .681E-3 .767E-4 0.291 0.151 0.324
28805 .837E-3 .737E-3 .100E-3 0.315 0.174 0.358
.
83520 .115E-2 .884E-3 .270E-3 0.378 0.237 0.493
83521 .768E-3 .498E-3 .270E-3 0.213 0.328
195
Mix Design #5
LVM (Phase 2)
Mix # 5 - LVM Mix Design #2
w/c ratio=
0.3342
mix proportions (per)
Concrete Constituent
1 yd
3
1.5 ft
3
Course Aggregate 1770 lb 98.35 lbs
Fine Aggregate 1295 71.95 lbs
Portland Cement Type II 624 34.65 lbs
Silica Fume (AASHTO M307) 50 2.8 lbs
Fly Ash (AASHTO M295) 100 5.55 lbs
Water
258.66 14.37 lbs
Water Reducer (ASTM C494) none
Superplasticizer (ASTM C494) 5.3floz/cwt 65 mL
slurry - Silica fume=2.8 lbs(all)
(1270.05grams) Mix Water=total-slurry water
Water=3.42lbs (1551.28grams) =
10.73
lbs
HRWR=6mL
196
Concrete for Hood Canal Floating Bridge Replacement Project
Concrete Mix Design -
LVM Mix Design (2nd), Reference Mix
Mix Design # - 5
Date Batched and Specimens Cast - December 14, 2002
Slump - 8.5"
Air Content - -
Batch Temperature - 62 F
Number of specimens cast (6x12 and 4x8) - 7 and 2 (#'s 37-45)
Date drilled and fitted with gage points -
28-day Curing Date - January 11, 2003
28-day Compressive Strength - Break notes
Cylinder f'c-1 =
8870
psi (251,000 lbs) 2 cones
Cylinder f'c-2 =
8820
psi (249,550 lbs) Cone/Shear
Cylinder f'c-3 =
8910
psi (252,040 lbs) Cone/Shear
Average =
8866.7
psi
Load to Apply for Creep Test - ASTM C 512
= 40% x f'c (28 day)
=.40 x 8867 psi = 3547 psi
Actual Applied Load =
30.6 tons = 24.4 % f'c (28 day) = 2163.6 psi
Creep and Shrinkage Measurements
40 41
Cylinder C-1 (mix #__5__) Cylinder C-2 (mix #__5__)
Actual date Creep Measurement Creep Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading
2/18 2:30pm 0.154 0.1566 0.1519 0.1538 0.1548 0.1571
Immediately after Loading
2/18 2:35pm 0.1506 0.153 0.149 0.1509 0.1509 0.153
15-20 minutes
2/18 2:58pm 0.1502 0.1527 0.1478 0.1505 0.1508 0.1532
1 hour
2/18 3:35pm 0.15 0.1526 0.1477 0.1504 0.1507 0.1527
2 hours: 45 minutes
2/18 5:35pm 0.1499 0.1524 0.1476 0.1501 0.1505 0.1525
6 - 8 hours
2/18 8:55pm 0.1499 0.1522 0.1474 0.1498 0.1504 0.1523
2nd Day
2/19 5:10p 0.1496 0.1519 0.1474 0.1496 0.15 0.1521
3rd Day
2/20 1:40a 0.149 0.1516 0.1469 0.1489 0.1493 0.1515
4th Day
2/21 2:07p 0.149 0.1514 0.1469 0.1487 0.1493 0.1512
7th Day
2/24 1:00p 0.1483 0.1505 0.1461 0.1481 0.1484 0.1502
14th Day
3/3 2:25p 0.1474 0.1497 0.1452 0.1472 0.1476 0.1491
21st Day
3/10 2:30p 0.1466 0.1488 0.1445 0.1463 0.147 0.1483
28th day
3/17 1:40p 0.1463 0.1484 0.1439 0.146 0.1462 0.148
58th day
5/14 6:00p 0.1446 0.1462 0.1422 0.1445 0.1442 0.1461
recovery
5/14 6:00p 0.1483 0.1501 0.146 0.1482 0.1488 0.1507
197
Creep and Shrinkage Measurements (Continued)
42 43
Cylinder S-1 (mix #__5__) Cylinder S-2 (mix #__5__)
Actual date Shrinkage Measurement Shrinkage Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading2/18 2:30pm 0.1422 0.1585 0.1421 0.1529 0.1605 0.1536
Immediately after Loading2/18 2:35pm 0.1421 0.1585 0.1421 0.1529 0.1605 0.1536
15-20 minutes2/18 2:58pm 0.1421 0.1583 0.142 0.1528 0.1604 0.1535
1 hour2/18 3:35pm 0.142 0.1582 0.1419 0.1527 0.1603 0.1535
2 hours: 45 minutes2/18 5:35pm 0.1421 0.1581 0.1419 0.1527 0.1603 0.1535
6 - 8 hours2/18 8:55pm 0.1421 0.1581 0.1419 0.1526 0.1602 0.1535
2nd Day2/19 5:10p 0.1421 0.1581 0.1418 0.1525 0.1602 0.1534
3rd Day2/20 1:40a 0.1421 0.1581 0.1418 0.1525 0.1602 0.1533
4th Day2/21 2:07p 0.142 0.1581 0.1417 0.1524 0.1601 0.1533
7th Day2/24 1:00p 0.1419 0.1581 0.1417 0.1524 0.1601 0.1533
14th Day3/3 2:25p 0.1419 0.1579 0.1414 0.1522 0.16 0.1532
21st Day3/10 2:30p 0.1417 0.1579 0.1413 0.1522 0.1598 0.1531
28th day3/17 1:40p 0.1416 0.1576 0.1412 0.152 0.1594 0.153
58th day5/14 6:00p 0.1411 0.1564 0.1401 0.1503 0.1585 0.1517
recovery5/14 6:00p 0.1411 0.1564 0.1401 0.1503 0.1585 0.1517

198
Mix # 5 -2nd LVM Mix Design
gage zero (10") = 0.1600
(
c
Cylinder #40 total total
Cylinder plane # strain strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
1
.
2
.
3
.
5
.
1
4
1
3
2
1
2
0
2
8
2
7
5
8
5
8
r
e
5
8
Shrinkage Measurements
gage zero (10") = 0.1600 average
Cylinder #42 average shrinkage
Cylinder plane shrinkage strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
1
.
2
.
3
.
5
.
1
4
1
3
2
1
2
0
2
8
2
7
5
8
5
8
r
e
5
8
199
(creep)
average average Average total
Cylinder #41 total total Strain - 2
Cylinder plane # strain strain Cylinders
1 2 3 (in) (in/in) (in)
0.1538 9.9938 0.1548 9.9948 0.1571 9.9971
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0029 0.00029 0.0039 0.00039 0.0041 0.00041 0.0036 0.00036 0.0035
0.0033 0.00033 0.0040 0.00040 0.0039 0.00039 0.0037 0.00037 0.0038
0.0034 0.00034 0.0041 0.00041 0.0044 0.00044 0.0040 0.00040 0.0040
0.0037 0.00037 0.0043 0.00043 0.0046 0.00046 0.0042 0.00042 0.0042
0.0040 0.00040 0.0044 0.00044 0.0048 0.00048 0.0044 0.00044 0.0044
0.0042 0.00042 0.0048 0.00048 0.0050 0.00050 0.0047 0.00047 0.0046
0.0049 0.00049 0.0055 0.00055 0.0056 0.00056 0.0053 0.00053 0.0052
0.0051 0.00051 0.0055 0.00055 0.0059 0.00059 0.0055 0.00055 0.0053
0.0057 0.00057 0.0064 0.00064 0.0069 0.00069 0.0063 0.00063 0.0061
0.0066 0.00066 0.0072 0.00072 0.0080 0.00080 0.0073 0.00073 0.0070
0.0075 0.00075 0.0078 0.00078 0.0088 0.00088 0.0080 0.00080 0.0078
0.0078 0.00078 0.0086 0.00086 0.0091 0.00091 0.0085 0.00085 0.0082
0.0093 0.00093 0.0106 0.00106 0.0110 0.00110 0.0103 0.00103 0.0101
0.0056 0.00056 0.0060 0.00060 0.0064 0.00064 0.0060 0.00060 0.0060
(shrinkage) average Average Shrinkage
Cylinder #43 average shrinkage Strain - 2
Cylinder plane shrinkage strain Cylinders
1 2 3 strain (in/in) (in)
0.1529 9.9929 0.1605 10.0005 0.1536 9.9936
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0001 0.00001 0.0001 0.00001 0.0001 0.00001 0.0001 0.00001 0.0001
0.0002 0.00002 0.0002 0.00002 0.0001 0.00001 0.0002 0.00002 0.0002
0.0002 0.00002 0.0002 0.00002 0.0001 0.00001 0.0002 0.00002 0.0002
0.0003 0.00003 0.0003 0.00003 0.0001 0.00001 0.0002 0.00002 0.0002
0.0004 0.00004 0.0003 0.00003 0.0002 0.00002 0.0003 0.00003 0.0003
0.0004 0.00004 0.0003 0.00003 0.0003 0.00003 0.0003 0.00003 0.0003
0.0005 0.00005 0.0004 0.00004 0.0003 0.00003 0.0004 0.00004 0.0004
0.0005 0.00005 0.0004 0.00004 0.0003 0.00003 0.0004 0.00004 0.0004
0.0007 0.00007 0.0005 0.00005 0.0004 0.00004 0.0005 0.00005 0.0005
0.0007 0.00007 0.0007 0.00007 0.0005 0.00005 0.0006 0.00006 0.0006
0.0009 0.00009 0.0011 0.00011 0.0006 0.00006 0.0009 0.00009 0.0008
0.0026 0.00026 0.0020 0.00020 0.0019 0.00019 0.0022 0.00022 0.0020
0.0026 0.00026 0.0020 0.00020 0.0019 0.00019 0.0022 0.00022 0.0020
200
Average total
Strain - 2
Cylinders
(microstrain)
Time,m Time, day
(in/in)
(x 10^6)
0 0
0
0
5 0.0
0.000347
346.84
28 0.0
0.000384
383.54
65 0.0
0.000402
401.88
185 0.1
0.000420
420.22
385 0.3
0.000437
436.90
1600 1.1
0.000460
460.24
2830 2.0
0.000517
516.94
4297 3.0
0.000529
528.61
8550 5.9
0.000610
610.32
18710 13.0
0.000700
700.37
28800 20.0
0.000779
778.74
38830 27.0
0.000824
823.76
83520 58.0
0.001007
1007.19
83521 58.0
0.000602
601.98
Creep=
Creep=
Average Shrinkage
Total
Total
Strain - 2
minus
minus
Cylinders
(microstrain) Shrinkage
Shrinkage
(microstrain)
Time,m Time, day
(in/in)
(x 10^6) (in)
(in/in)
(x 10^6)
0 0
0
0 0.0000
0.000000
0
5 0.0
1.668E-06
1.668 0.0034
0.000345
345.18
28 0.0
1.167E-05
11.673 0.0037
0.000372
371.86
65 0.0
2.001E-05
20.011 0.0038
0.000382
381.87
185 0.1
2.001E-05
20.010 0.0040
0.000400
400.21
385 0.3
2.335E-05
23.345 0.0041
0.000414
413.55
1600 1.1
2.835E-05
28.348 0.0043
0.000432
431.89
2830 2.0
3.002E-05
30.016 0.0049
0.000487
486.92
4297 3.0
3.669E-05
36.686 0.0049
0.000492
491.92
8550 5.9
3.835E-05
38.354 0.0057
0.000572
571.96
18710 13.0
5.336E-05
53.363 0.0065
0.000647
647.00
28800 20.0
6.337E-05
63.368 0.0072
0.000715
715.37
38830 27.0
8.338E-05
83.378 0.0074
0.000740
740.39
83520 58.0
1.951E-04
195.103 0.0081
0.000812
812.09
83521 58.0
1.951E-04
195.103 0.0041
0.000407
406.88
201
Mix #5
LVM Mix Design, Reference Mix (Phase 2)
Applied Creep Load =
2160psi Specific
Creep Specific Specific
Time Total Creep Shrinkage plus Initial Creep Total
(min) (in/in) (in/in) (in/in) (microstrain/psi)
(microstrain/psi)
(microstrain/psi)
0 0 0 0 0 0
5 .347E-3 .345E-3 .167E-5 0.160 0 0.161
28 .384E-3 .372E-3 .117E-4 0.172 0.012 0.178
65 .402E-3 .382E-3 .200E-4 0.177 0.017 0.186
185 .420E-3 .400E-3 .200E-4 0.185 0.025 0.195
385 .437E-3 .414E-3 .233E-4 0.191 0.032 0.202
1600 .460E-3 .432E-3 .283E-4 0.200 0.040 0.213
2830 .517E-3 .487E-3 .300E-4 0.225 0.066 0.239
4297 .529E-3 .492E-3 .367E-4 0.228 0.068 0.245
8550 .610E-3 .572E-3 .384E-4 0.265 0.105 0.283
18710 .700E-3 .647E-3 .534E-4 0.300 0.140 0.324
28800 .779E-3 .715E-3 .634E-4 0.331 0.171 0.361
.
83520 .101E-2 .812E-3 .195E-3 0.376 0.216 0.466
83521 .602E-3 .407E-3 .195E-3 0.188 0.279
202
Mix Design #6
LVM Mix with Caltite Waterproofing Admixture
Mix # 6 - 4th Alteration - LVM Mix with Caltite Admixture w/c ratio=
0.3514
mix proportions (per)
Concrete Constituent
1 yd
3
1.5 ft
3
Course Aggregate 1770 lb 98.35 lbs
Fine Aggregate 1295 71.95 lbs
Portland Cement Type II 624 34.65 lbs
Silica Fume (AASHTO M307) 50 2.8 lbs
Fly Ash (AASHTO M295) 100 5.55 lbs
Water
222.12 12.34 lbs
Water Reducer (ASTM C494) none
Superplasticizer (ASTM C494) 5.5floz/cwt 70 mL
Caltite 6 gallons 2.77 lbs
Slurry - Silica fume=2.8 lbs(all)
(1270.05grams) Mix Water=total-slurry water
Water=3.42lbs (1551.28grams) =
8.92
lbs
HRWR=6mL
203
Concrete for Hood Canal Floating Bridge Replacement Project
Concrete Mix Design -
LVM Mix with Caltite Waterproofing Admixture
Mix Design # - 6
Date Batched and Specimens Cast - December 14, 2002
Slump - 8.5"
Air Content - -
Batch Temperature - 62 F
Number of specimens cast (6x12 and 4x8) - 7 and 2 (#'s 46-54)
Date drilled and fitted with gage points -
28-day Curing Date - January 11, 2003
28-day Compressive Strength - Break notes
Cylinder f'c-1 =
7010psi (198,330 lbs) Cone/Shear
Cylinder f'c-2 =
6800psi (192,420 lbs) Shear Plane
Cylinder f'c-3 =
6860psi (194,190 lbs) Cone/Shear
Average =
6890psi
Load to Apply for Creep Test - ASTM C 512
= 40% x f'c (28 day)
=.40 x 6890 psi = 2756 psi
Actual Applied Load =
23.8 tons = 24.4 % f'c (28 day) = 1681.2 psi
Creep and Shrinkage Measurements
49 50
Cylinder C-1 (mix #__6__) Cylinder C-2 (mix #__6__)
Actual date Creep Measurement Creep Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading
2/18 2:45pm 0.1114 0.1594 0.1509 0.1614 0.1592 0.1771
Immediately after Loading
2/18 2:55pm 0.1084 0.1568 0.1475 0.1588 0.1572 0.173
15-20 minutes
2/18 3:10pm 0.1083 0.1568 0.1473 0.1586 0.1574 0.1728
1 hour
2/18 3:55pm 0.1081 0.1564 0.147 0.1585 0.157 0.1725
2 hours: 45 minutes
2/18 5:40pm 0.1078 0.1562 0.1466 0.1581 0.1569 0.1722
6 - 8 hours
2/18 9:00pm 0.1077 0.1558 0.1465 0.158 0.1568 0.172
2nd Day
2/19 5:15p 0.1075 0.1558 0.146 0.1577 0.1565 0.1718
3rd Day
2/20 1:45a 0.107 0.1554 0.1454 0.1572 0.1562 0.1712
4th Day
2/21 2:10p 0.107 0.1554 0.145 0.1574 0.1563 0.1708
7th Day
2/24 1:05p 0.1064 0.1547 0.1444 0.1569 0.1558 0.1702
14th Day
3/3 2:30p 0.1054 0.1542 0.1434 0.1561 0.1548 0.169
21st Day
3/10 2:35p 0.1048 0.1533 0.1424 0.1553 0.1542 0.1682
28th day
3/17 1:45p 0.1044 0.1529 0.1421 0.1549 0.1538 0.1678
58th day
5/14 6:00p 0.1026 0.1513 0.1402 0.1531 0.1523 0.1659
recovery
5/14 6:00p 0.1057 0.1541 0.144 0.1564 0.1548 0.1703
204
Creep and Shrinkage Measurements (Continued)
51 52
Cylinder S-1 (mix #__6__) Cylinder S-2 (mix #__6__)
Actual date Shrinkage Measurement Shrinkage Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading2/18 2:45pm 0.154 0.1551 0.152 0.162 0.1631 0.156
Immediately after Loading2/18 2:55pm 0.154 0.1551 0.152 0.162 0.1631 0.156
15-20 minutes2/18 3:10pm 0.1539 0.155 0.1518 0.1619 0.1629 0.1559
1 hour2/18 3:55pm 0.1538 0.155 0.1517 0.1618 0.1628 0.1558
2 hours: 45 minutes2/18 5:40pm 0.1538 0.155 0.1517 0.1618 0.1627 0.1558
6 - 8 hours2/18 9:00pm 0.1538 0.1549 0.1516 0.1618 0.1627 0.1557
2nd Day2/19 5:15p 0.1537 0.1548 0.1513 0.1617 0.1626 0.1556
3rd Day2/20 1:45a 0.1536 0.1547 0.1511 0.1616 0.1625 0.1554
4th Day2/21 2:10p 0.1536 0.1547 0.1511 0.1616 0.1625 0.1554
7th Day2/24 1:05p 0.1536 0.1547 0.151 0.1616 0.1625 0.1553
14th Day3/3 2:30p 0.1533 0.1545 0.1507 0.1615 0.1623 0.1551
21st Day3/10 2:35p 0.1531 0.1542 0.1506 0.1613 0.1622 0.1548
28th day3/17 1:45p 0.1528 0.1541 0.1504 0.1613 0.1621 0.1545
58th day5/14 6:00p 0.1519 0.153 0.1492 0.1601 0.1614 0.1531
recovery5/14 6:00p 0.1519 0.153 0.1492 0.1601 0.1614 0.1531

205
Mix #6 - LVM Mix w/ Caltite
gage zero (10") = 0.1600
(
c
Cylinder #49 total total
Cylinder plane # strain strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
1
.
2
.
3
.
5
.
1
4
1
3
2
1
2
0
2
8
2
7
5
8
5
8
r
e
5
8
Shrinkage Measurements
gage zero (10") =
0.1600
average
Cylinder #51 average shrinkage
Cylinder plane shrinkage strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
1
.
2
.
3
.
5
.
1
4
1
3
2
1
2
0
2
8
2
7
5
8
5
8
r
e
5
8
206
(creep)
average average Average total
Cylinder #50 total total Strain - 2
Cylinder plane # strain strain Cylinders
1 2 3
(in) (in/in) (in)
0.1614 10.0014 0.1592 9.9992 0.1771 10.0171
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0026 0.00026 0.0020 0.00020 0.0041 0.00041 0.0029 0.00029 0.0030
0.0028 0.00028 0.0018 0.00018 0.0043 0.00043 0.0030 0.00030 0.0030
0.0029 0.00029 0.0022 0.00022 0.0046 0.00046 0.0032 0.00032 0.0033
0.0033 0.00033 0.0023 0.00023 0.0049 0.00049 0.0035 0.00035 0.0036
0.0034 0.00034 0.0024 0.00024 0.0051 0.00051 0.0036 0.00036 0.0038
0.0037 0.00037 0.0027 0.00027 0.0053 0.00053 0.0039 0.00039 0.0040
0.0042 0.00042 0.0030 0.00030 0.0059 0.00059 0.0044 0.00044 0.0045
0.0040 0.00040 0.0029 0.00029 0.0063 0.00063 0.0044 0.00044 0.0046
0.0045 0.00045 0.0034 0.00034 0.0069 0.00069 0.0049 0.00049 0.0052
0.0053 0.00053 0.0044 0.00044 0.0081 0.00081 0.0059 0.00059 0.0061
0.0061 0.00061 0.0050 0.00050 0.0089 0.00089 0.0067 0.00067 0.0069
0.0065 0.00065 0.0054 0.00054 0.0093 0.00093 0.0071 0.00071 0.0072
0.0083 0.00083 0.0069 0.00069 0.0112 0.00112 0.0088 0.00088 0.0090
0.0050 0.00050 0.0044 0.00044 0.0068 0.00068 0.0054 0.00054 0.0057
(shrinkage) average Average Shrinkage
Cylinder #52 average shrinkage Strain - 2
Cylinder plane shrinkage strain Cylinders
1 2 3
strain (in/in) (in)
0.162 10.0020 0.1631 10.0031 0.156 9.9960
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0001 0.00001 0.0002 0.00002 0.0001 0.00001 0.0001 0.00001 0.0001
0.0002 0.00002 0.0003 0.00003 0.0002 0.00002 0.0002 0.00002 0.0002
0.0002 0.00002 0.0004 0.00004 0.0002 0.00002 0.0003 0.00003 0.0002
0.0002 0.00002 0.0004 0.00004 0.0003 0.00003 0.0003 0.00003 0.0003
0.0003 0.00003 0.0005 0.00005 0.0004 0.00004 0.0004 0.00004 0.0004
0.0004 0.00004 0.0006 0.00006 0.0006 0.00006 0.0005 0.00005 0.0005
0.0004 0.00004 0.0006 0.00006 0.0006 0.00006 0.0005 0.00005 0.0005
0.0004 0.00004 0.0006 0.00006 0.0007 0.00007 0.0006 0.00006 0.0006
0.0005 0.00005 0.0008 0.00008 0.0009 0.00009 0.0007 0.00007 0.0008
0.0007 0.00007 0.0009 0.00009 0.0012 0.00012 0.0009 0.00009 0.0010
0.0007 0.00007 0.0010 0.00010 0.0015 0.00015 0.0011 0.00011 0.0012
0.0019 0.00019 0.0017 0.00017 0.0029 0.00029 0.0022 0.00022 0.0023
0.0019 0.00019 0.0017 0.00017 0.0029 0.00029 0.0022 0.00022 0.0023
207
Average total
Strain - 2
Cylinders
Time,m Time, day
(in/in)
(x 10^-6)
0 0
0
0
5 0.0
0.000295
295.1784
20 0.0
0.000304
303.5164
65 0.0
0.000332
331.8628
170 0.1
0.000360
360.2175
370 0.3
0.000377
376.8884
1585 1.1
0.000402
401.9063
2815 2.0
0.000450
450.272
4280 3.0
0.000459
458.6003
8535 5.9
0.000517
516.9747
18700 13.0
0.000609
608.7038
28785 20.0
0.000687
687.0782
38815 27.0
0.000725
725.4373
83520 58.0
0.000901
900.558
83521 58.0
0.000569
568.7081
Creep=
Creep=
Average Shrinkage
Total
Total
Strain - 2
minus
minus
Cylinders
Shrinkage
Shrinkage
Time,m Time, day
(in/in)
(x 10^-6) (in)
(in/in)
(x 10^-6)
0 0
0
0 0.0000
0.000000
0
5 0.0
0
0 0.0030
0.000295
295.1784
20 0.0
1.3E-05
13.3418 0.0029
0.000290
290.1746
65 0.0
2.2E-05
21.68184 0.0031
0.000310
310.1809
170 0.1
2.3E-05
23.34864 0.0034
0.000337
336.8688
370 0.3
2.8E-05
28.34742 0.0035
0.000349
348.541
1585 1.1
4.2E-05
41.6906 0.0036
0.000360
360.2157
2815 2.0
5.5E-05
55.02942 0.0040
0.000395
395.2426
4280 3.0
5.5E-05
55.02942 0.0040
0.000404
403.5709
8535 5.9
5.8E-05
58.36142 0.0046
0.000459
458.6133
18700 13.0
8.0E-05
80.05161 0.0053
0.000529
528.6522
28785 20.0
1.0E-04
100.0608 0.0059
0.000587
587.0174
38815 27.0
1.2E-04
116.7467 0.0061
0.000609
608.6906
83520 58.0
2.3E-04
225.1309 0.0068
0.000675
675.4271
83521 58.0
2.3E-04
225.1309 0.0034
0.000344
343.5772
208
Mix #6
LVM Mix with Caltite Waterproofing Admixture
Applied Creep Load = 1680 psi Specific
Creep Specific Specific
Time Total Creep Shrinkage plus Initial Creep Total
(min) (in/in) (in/in) (in/in) (microstrain/psi)
(microstrain/psi)
(microstrain/psi)
0 0 0 0 0 0
5 .295E-3 .295E-3 .000E+0 0.176 0 0.176
20 .304E-3 .290E-3 .133E-4 0.173 -0.003 0.181
65 .332E-3 .310E-3 .217E-4 0.185 0.009 0.198
170 .360E-3 .337E-3 .233E-4 0.201 0.025 0.214
370 .377E-3 .349E-3 .283E-4 0.207 0.032 0.224
1585 .402E-3 .360E-3 .417E-4 0.214 0.039 0.239
2815 .450E-3 .395E-3 .550E-4 0.235 0.060 0.268
4280 .459E-3 .404E-3 .550E-4 0.240 0.065 0.273
8535 .517E-3 .459E-3 .584E-4 0.273 0.097 0.308
18700 .609E-3 .529E-3 .801E-4 0.315 0.139 0.362
28785 .687E-3 .587E-3 .100E-3 0.349 0.174 0.409
.
83520 .901E-3 .675E-3 .225E-3 0.402 0.226 0.536
83521 .569E-3 .344E-3 .225E-3 0.205 0.339
209
Mix Design #7
Caltite Mix Design
Mix # 7 - 5th Alteration - Mix w/Caltite w/o Silica Fume
w/c ratio=
0.2826
mix proportions (per)
Concrete Constituent
1 yd
3
1.5 ft
3
Course Aggregate 1770 lb 98.35 lbs
Fine Aggregate 1295 71.95 lbs
Portland Cement Type II 624 34.65 lbs
Silica Fume (AASHTO M307)
none none lbs
Fly Ash (AASHTO M295) 100 5.55 lbs
Water
154.64 8.59 lbs
Water Reducer (ASTM C494)
none
Superplasticizer (ASTM C494)
6.3floz/cwt 75 mL
Caltite 6 gallons 2.77 lbs

210
Concrete for Hood Canal Floating Bridge Replacement Project
Concrete Mix Design -
Caltite Mix Design
Mix Design # - 7
Date Batched and Specimens Cast - December 14, 2002
Slump - 9.0"
Air Content - -
Batch Temperature - 62 F
Number of specimens cast (6x12 and 4x8) - 7 and 2 (#'s 55-63)
Date drilled and fitted with gage points -
28-day Curing Date - January 11, 2003
28-day Compressive Strength - Break notes
Cylinder f'c-1 = 6100psi (172,550 lbs) Vertical Planes
Cylinder f'c-2 = 6350psi (179,770 lbs) Crushing
Cylinder f'c-3 = 6250psi (176,790 lbs) Crushing
Average = 6233.3psi
Load to Apply for Creep Test - ASTM C 512
= 40% x f'c (28 day)
=.40 x 6233.3 psi = 2493 psi
Actual Applied Load =
21.5 tons = 24.4 % f'c (28 day) = 1520.9 psi
Creep and Shrinkage Measurements
58 59
Cylinder C-1 (mix #__7__) Cylinder C-2 (mix #__7__)
Actual date Creep Measurement Creep Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading2/18 3:05pm 0.152 0.1585 0.1505 0.1354 0.1419 0.1165
Immediately after Loading2/18 3:10pm 0.1507 0.1562 0.1484 0.134 0.1379 0.1143
15-20 minutes2/18 3:25pm 0.1505 0.1561 0.148 0.134 0.1377 0.1141
1 hour2/18 4:25pm 0.1504 0.1558 0.148 0.1338 0.1377 0.1141
2 hours: 45 minutes2/18 5:45pm 0.1502 0.1554 0.1478 0.1332 0.1372 0.1139
6 - 8 hours2/18 9:05pm 0.1499 0.1553 0.1476 0.1328 0.137 0.1138
2nd Day2/19 5:20p 0.1497 0.155 0.1475 0.1326 0.1368 0.1137
3rd Day2/20 1:50a 0.1494 0.1545 0.1472 0.1323 0.1366 0.1132
4th Day2/21 2:15p 0.1496 0.1543 0.1475 0.1324 0.1363 0.1133
7th Day2/24 1:10p 0.1489 0.1535 0.1472 0.1314 0.1355 0.1127
14th Day3/3 2:35p 0.1486 0.1527 0.1467 0.1308 0.1346 0.1122
21st Day3/10 2:40p 0.1481 0.1521 0.1461 0.1302 0.1336 0.1116
28th day3/17 1:50p 0.1478 0.1517 0.1457 0.13 0.1327 0.1109
58th day5/14 6:00p 0.1462 0.149 0.1435 0.1284 0.1303 0.1092
recovery5/14 6:00p 0.1483 0.1521 0.1458 0.1298 0.1344 0.1115
211
Creep and Shrinkage Measurements (Continued)
60 61
Cylinder S-1 (mix #__7__) Cylinder S-2 (mix #__7__)
Actual date Shrinkage Measurement Shrinkage Measurement
Scheduled Time
and time 1 2 3 1 2 3
Before Loading2/18 2:45pm 0.1557 0.1582 0.1575 0.1581 0.1558 0.1532
Immediately after Loading2/18 2:55pm 0.1557 0.1582 0.1575 0.1581 0.1558 0.1532
15-20 minutes2/18 3:10pm 0.1556 0.1582 0.1574 0.1579 0.1557 0.1531
1 hour2/18 3:55pm 0.1555 0.1581 0.1573 0.1578 0.1556 0.153
2 hours: 45 minutes2/18 5:40pm 0.1555 0.1581 0.1573 0.1577 0.1556 0.153
6 - 8 hours2/18 9:00pm 0.1554 0.1581 0.1573 0.1576 0.1556 0.153
2nd Day2/19 5:15p 0.1553 0.158 0.1572 0.1575 0.1555 0.1528
3rd Day2/20 1:45a 0.1552 0.1579 0.1571 0.1575 0.1555 0.1527
4th Day2/21 2:10p 0.1552 0.1578 0.157 0.1575 0.1556 0.1527
7th Day2/24 1:05p 0.1551 0.1577 0.1569 0.1575 0.1556 0.1527
14th Day3/3 2:30p 0.155 0.1575 0.1567 0.1573 0.1554 0.1526
21st Day3/10 2:35p 0.1548 0.1572 0.1565 0.1569 0.1552 0.1522
28th day3/17 1:45p 0.1546 0.1569 0.1563 0.1564 0.1547 0.1519
58th day5/14 6:00p 0.1533 0.1556 0.1553 0.1554 0.1537 0.1512
recovery5/14 6:00p 0.1533 0.1556 0.1553 0.1554 0.1537 0.1512

212
Mix #7 - Caltite Mix Design
gage zero (10") = 0.1600
(
c
Cylinder #58 total total
Cylinder plane # strain strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
1
.
1
.
3
.
5
.
1
4
1
3
2
1
2
0
2
8
2
6
5
8
5
8
r
e
5
8
Shrinkage Measurements
gage zero (10") =
0.1600
average
Cylinder #60 average shrinkage
Cylinder plane shrinkage strain
T
i
0
0
0
.
0
.
0
.
0
.
0
.
1
.
1
.
3
.
5
.
1
4
1
3
2
1
2
0
2
8
2
6
5
8
5
8
r
e
5
8
213
(creep)
average average Average total
Cylinder #59 total total Strain - 2
Cylinder plane # strain strain Cylinders
1 2
3
(in) (in/in) (in)
0.1354 9.9754 0.1419 9.9819 0.1165 9.9565
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0014 0.00014 0.0040 0.00040 0.0022 0.00022 0.0025 0.00025 0.0022
0.0014 0.00014 0.0042 0.00042 0.0024 0.00024 0.0027 0.00027 0.0024
0.0016 0.00016 0.0042 0.00042 0.0024 0.00024 0.0027 0.00027 0.0025
0.0022 0.00022 0.0047 0.00047 0.0026 0.00026 0.0032 0.00032 0.0029
0.0026 0.00026 0.0049 0.00049 0.0027 0.00027 0.0034 0.00034 0.0031
0.0028 0.00028 0.0051 0.00051 0.0028 0.00028 0.0036 0.00036 0.0033
0.0031 0.00031 0.0053 0.00053 0.0033 0.00033 0.0039 0.00039 0.0036
0.0030 0.00030 0.0056 0.00056 0.0032 0.00032 0.0039 0.00039 0.0036
0.0040 0.00040 0.0064 0.00064 0.0038 0.00038 0.0047 0.00047 0.0043
0.0046 0.00046 0.0073 0.00073 0.0043 0.00043 0.0054 0.00054 0.0049
0.0052 0.00052 0.0083 0.00083 0.0049 0.00049 0.0061 0.00061 0.0055
0.0054 0.00054 0.0092 0.00092 0.0056 0.00056 0.0067 0.00068 0.0060
0.0070 0.00070 0.0116 0.00116 0.0073 0.00073 0.0086 0.00087 0.0080
0.0056 0.00056 0.0075 0.00075 0.0050 0.00050 0.0060 0.00060 0.0055
(shrinkage) average Average Shrinkage
Cylinder #61 average shrinkage Strain - 2
Cylinder plane shrinkage strain Cylinders
1 2
3
strain (in/in) (in)
0.1581 9.9981 0.1558 9.9958 0.1532 9.9932
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000 0.00000 0.0000
0.0002 0.00002 0.0001 0.00001 0.0001 0.00001 0.0001 0.00001 0.0001
0.0003 0.00003 0.0002 0.00002 0.0002 0.00002 0.0002 0.00002 0.0002
0.0004 0.00004 0.0002 0.00002 0.0002 0.00002 0.0003 0.00003 0.0002
0.0005 0.00005 0.0002 0.00002 0.0002 0.00002 0.0003 0.00003 0.0003
0.0006 0.00006 0.0003 0.00003 0.0004 0.00004 0.0004 0.00004 0.0004
0.0006 0.00006 0.0003 0.00003 0.0005 0.00005 0.0005 0.00005 0.0004
0.0006 0.00006 0.0002 0.00002 0.0005 0.00005 0.0004 0.00004 0.0005
0.0006 0.00006 0.0002 0.00002 0.0005 0.00005 0.0004 0.00004 0.0005
0.0008 0.00008 0.0004 0.00004 0.0006 0.00006 0.0006 0.00006 0.0007
0.0012 0.00012 0.0006 0.00006 0.0010 0.00010 0.0009 0.00009 0.0009
0.0017 0.00017 0.0011 0.00011 0.0013 0.00013 0.0014 0.00014 0.0013
0.0027 0.00027 0.0021 0.00021 0.0020 0.00020 0.0023 0.00023 0.0023
0.0027 0.00027 0.0021 0.00021 0.0020 0.00020 0.0023 0.00023 0.0023
214
Average total
Strain - 2
Cylinders
(microstrain)
Time,m Time, day
(in/in)
(x 10^-6)
0 0
0
0
5 0.0
0.000222
222.1
20 0.0
0.000240
240.4
80 0.1
0.000250
250.4
160 0.1
0.000285
285.5
360 0.3
0.000307
307.2
1571 1.1
0.000326
325.6
2805 1.9
0.000361
360.6
4267 3.0
0.000357
357.3
8525 5.9
0.000427
427.4
18690 13.0
0.000488
487.5
28775 20.0
0.000553
552.6
38805 26.9
0.000601
601.1
83520 58.0
0.000805
804.7
83521 58.0
0.000549
549.3
Creep=
Creep=
Average Shrinkage
Total
Total
Strain - 2
minus
minus
Cylinders
(microstrain) Shrinkage
Shrinkage
(microstrain)
Time,m Time, day
(in/in)
(x 10^-6) (in)
(in/in)
(x 10^-6)
0 0
0
0 0.0000
0.000000
0
5 0.0
0
0 0.0022
0.000222
222.1
20 0.0
1.00E-05
10.0 0.0023
0.000230
230.4
80 0.1
2.00E-05
20.0 0.0023
0.000230
230.4
160 0.1
2.17E-05
21.7 0.0026
0.000264
263.8
360 0.3
2.50E-05
25.0 0.0028
0.000282
282.2
1571 1.1
3.67E-05
36.7 0.0029
0.000289
288.8
2805 1.9
4.34E-05
43.4 0.0032
0.000317
317.2
4267 3.0
4.51E-05
45.1 0.0031
0.000312
312.2
8525 5.9
5.01E-05
50.1 0.0038
0.000377
377.3
18690 13.0
6.68E-05
66.8 0.0042
0.000421
420.7
28775 20.0
9.52E-05
95.2 0.0046
0.000457
457.5
38805 26.9
1.29E-04
128.6 0.0047
0.000472
472.5
83520 58.0
2.34E-04
233.7 0.0057
0.000571
571.0
83521 58.0
2.34E-04
233.7 0.0032
0.000316
315.6
215
Mix #7
Caltite Mix Design
Applied Creep Load = 1520psi Specific
Creep Specific Specific
Time Total Creep Shrinkage plus Initial Creep Total
(min) (in/in) (in/in) (in/in) (microstrain/psi)
(microstrain/psi)
(microstrain/psi)
0 0 0 0 0 0
5 .222E-3 .222E-3 .000E+0 0.146 0 0.146
20 .240E-3 .230E-3 .100E-4 0.152 0.005 0.158
80 .250E-3 .230E-3 .200E-4 0.152 0.005 0.165
160 .285E-3 .264E-3 .217E-4 0.174 0.027 0.188
360 .307E-3 .282E-3 .250E-4 0.186 0.040 0.202
1571 .326E-3 .289E-3 .367E-4 0.190 0.044 0.214
2805 .361E-3 .317E-3 .434E-4 0.209 0.063 0.237
4267 .357E-3 .312E-3 .451E-4 0.205 0.059 0.235
8525 .427E-3 .377E-3 .501E-4 0.248 0.102 0.281
18690 .488E-3 .421E-3 .668E-4 0.277 0.131 0.321
28775 .553E-3 .457E-3 .952E-4 0.301 0.155 0.364
.
83520 .805E-3 .571E-3 .234E-3 0.376 0.230 0.529
83521 .549E-3 .316E-3 .234E-3 0.208 0.361
216
APPENDIX B
EXPERIMENT 2
B1. - Water level changes – second experiment – stage one.
Water Column Height
Specimen
A1 B1 C1 D1
Time
Air Pressure Gauge
Reading (psi)
Control, No
Joint
Control,
Joint
MC-2010MN Synko-flex
10:00 0 20.3 19 17.2 17.5
10:35 5 24.5 23.5 22.1 48.5 *
11:05 10 27.4 26.7 25 N.A.
11:35 15 29.4 28.9 27.2 N.A.
12:00 20 31.8 31.8 29.5 N.A.
12:30 25 33.8 37.3 31.2 N.A.
1:00 30 36 52 * 33.2 N.A.
1:30 35 38 54 35 N.A.
2:00 40 40.3 56.3 37 N.A.
2:30 50 44.2 N.A. 39.8 N.A.
3:00 60 47.8 N.A. 43.2 N.A.
3:30 70 51 67.4 46.4 N.A.
4:30 80 55.8 73.4 48.6 N.A.
5:00 90 N.A. 82.3 52.5 N.A.
5:30 100 77 87.5 55.6 N.A.
* Pressure system leak observed.
217
B2. - Water volume changes – second experiment – stage one.
Volume Changes (cm
3
)
Specimen
A1 B1 C1 D1
Time
Air Pressure
Gauge Reading
(psi)
Control,
No Joint
Control,
Joint
MC-2010MN
Synko-flex
10:00 0 0 0 0 0
10:35 5 532.0 570.0 620.7 3927.0
11:05 10 899.4 975.4 988.1
11:35 15 1152.8 1254.1 1266.8
12:00 20 1456.8 1621.5 1558.1
12:30 25 1710.1 2318.2 1773.5
1:00 30 1988.8 4180.3 2026.8
1:30 35 2242.2 4433.7 2254.8
2:00 40 2533.5 4725.0 2508.2
2:30 50 3027.6 2862.9
3:00 60 3483.6 3293.6
3:30 70 3889.0 3699.0
4:30 80 4497.0 3977.7
5:00 90 4471.7
5:30 100 4864.4
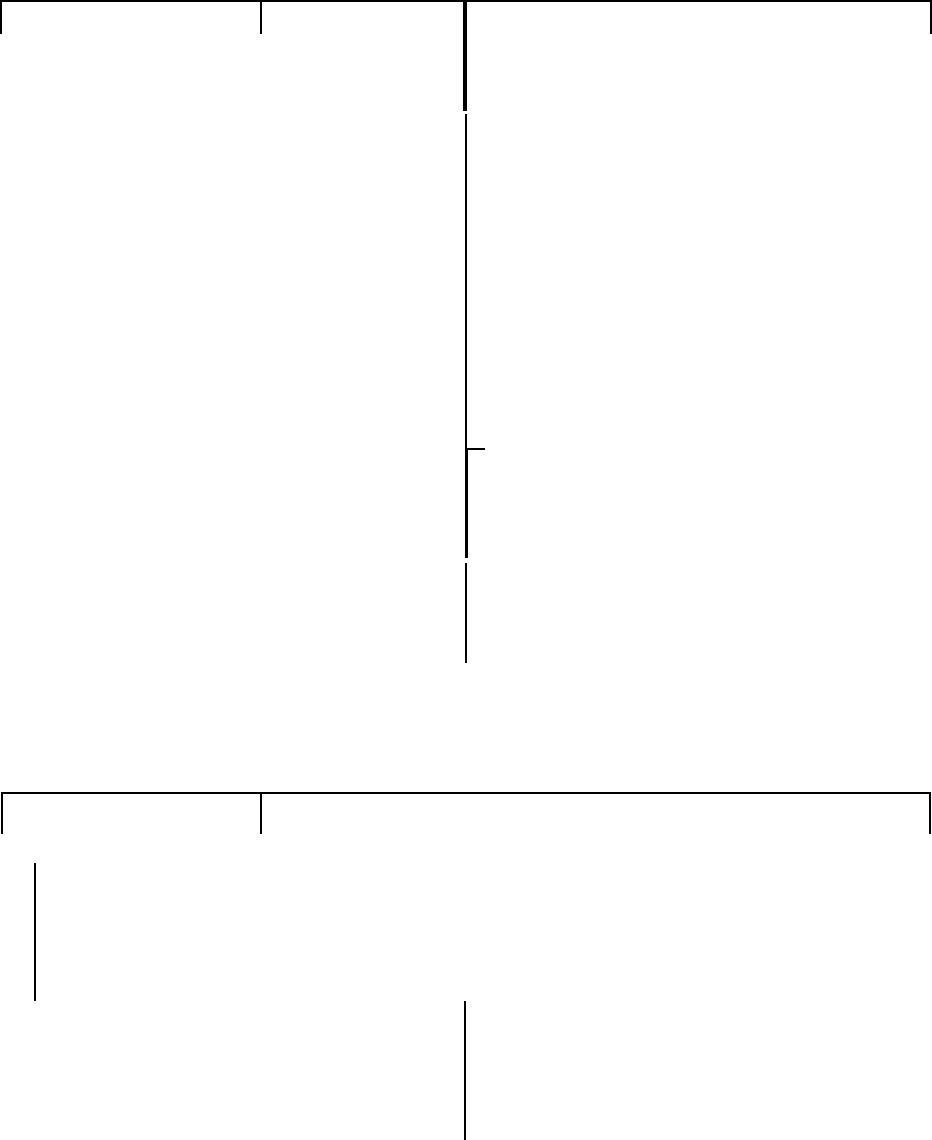
218
B3. - Water level changes – second experiment – stage two.
B4. - Water volume changes – second experiment - stage two.
Volume Decrease (cm
3
)
A
2
2
:
0
0
2
:
1
0
2
4
8
2
2
:
3
7
Water Column Height (cm)
T
i
m
e
A
2
B
1
:
5
0
2
:
0
2
1
.
2
:
1
0
3
0
.
3
2
:
2
0
4
0
.
4
2
:
3
0
5
3
.
2
2
:
4
0
2
:
5
0
N
.
A
.
3
:
1
0
N
.
A
.
3
:
2
0
N
.
A
.
3
:
3
0
N
.
A
.
3
:
4
0
* Pressure system leak observed.
219
2
:
3
0
5
3
8
3
2
:
7
4
2
:
5
0
4
7
3
:
1
0
5
3
3
:
2
0
3
:
3
0
3
:
4
0
B5. - Water volume losses – second experiment – stage three
Water Level Changes
Mortar / Slurry-- Top Pour
Tegraproof
D3 F3 Total Lost (g)
Volume Lost
Total Lost (g)
Volume Lost
T
i
m
e
S
l
u
r
9
:
2
7
1
5
.
3
9
:
3
0
9
:
3
5
3
5
.
6
9
:
4
0
4
7
.
1
9
:
4
5
5
5
.
7
9
:
5
0
N
.
A
.
9
:
5
5
N
.
A
.
1
0
:
2
5
1
0
:
5
5
N
.
A
.
1
1
:
2
5
N
.
A
.
1
1
:
5
5
N
.
A
.
1
2
:
2
5
N
.
A
.
1
2
:
3
0
N
.
A
.
1
2
:
3
5
1
2
:
4
5
N
.
A
.
1
:
0
0
N
.
A
.
1
:
3
0
N
.
A
.
1
:
3
5
N
.
A
.
1
:
4
5
N
.
A
.
2
:
0
0
2
:
3
0
N
.
A
.
3
:
3
5
N
.
A
.
2
:
4
5
N
.
A
.
3
:
0
0
N
.
A
.
3
:
3
0
220
APPENDIX C
EXPERIMENT 3
C1. - Waterstop-RX 101TRH - specimen one.
C2. - Waterstop-RX 101TRH - specimen two.
Waterstop RX-2
Time
Weight
Length
Thickness (mm) Width (mm)
Expansion
Rate
Thickness
Increase
0
2
0
1
C3. - Waterstop-RX 101TRH - specimen three.
Waterstop RX-3
Time
Weight
Length
Thickness (mm) Width (mm)
Expansion
Rate
Thickness
Increase
1
9
1
3
2
8
2
5
Waterstop RX-1
Time
Weight
Length
Thickness (mm) Width (mm)
Expansion
Rate
Thickness
Increase
(
D
a
y
)
(
m
m
)
0
1
2
35
7
221
C4. - Waterstop-RX 101TRH - averages.
Waterstop RX-AVG
Time Weight Length Thickness
Width
Expansion
Rate
Thickness
Increase
(Day) (g) (mm) (mm) (mm) (%) (mm)
0 156.5 198.7 17.7 25.9 0.0 0.0
1 275.0 229.5 27.2 39.3 75.7 9.5
3 394.4 186.3 34.0 48.4 151.9 16.4
5 481.2 220.0 42.0 55.8 207.4 24.4
7 525.3 116.3 42.3 59.3 235.6 25.0
222
C5. - MC-2010MN – specimen one.
MC 2010-MN-1
Time
Weight
Length
Thickness (mm) Width (mm)
Expansion
Rate
Thickness
Increase
(
D
0
2
1
3
2
0
5
2
0
2
0
1
4
1
2
2
0
2
8
2
0
3
1
2
0
3
4
2
2
0
C6. - MC-2010MN – specimen two.
MC 2010-MN-2
Time
Weight
Length
Thickness (mm) Width (mm)
Expansion
Rate
Thickness
Increase
(
D
0
2
0
1
2
0
3
5
2
0
1
0
2
0
223
1
2
1
2
0
2
2
3
3
6
4
2
C7. - MC-2010MN – specimen three.
MC 2010-MN-3
Time
Weight
Length
Thickness (mm) Width (mm)
Expansion
Rate
Thickness
Increase
(
D
0
2
1
3
5
2
2
0
1
4
1
2
2
2
8
3
2
3
4
2
2
1

224
C8. - MC-2010MN – averages.
MC-2010MN-AVG
Time Weight Length Thickness
Width
Expansion
Rate
Thickness
Increase
(Day) (g) (mm) (mm) (mm) (%) (mm)
0 23.4 200.0 9.0 15.0 0.0 0.0
1 28.5 202.3 10.7 16.8 21.7 1.7
3 32.3 204.5 11.5 17.3 37.9 2.5
5 34.8 205.7 11.7 17.7 48.6 2.7
7 37.0 206.3 12.1 17.9 57.8 3.1
10 39.5 208.0 12.2 18.0 68.3 3.2
14 41.8 208.3 12.4 18.0 78.5 3.4
15 42.4 208.3 12.6 18.0 80.7 3.6
20 45.0 208.7 12.6 18.0 91.9 3.6
28 48.0 208.7 12.6 18.0 104.7 3.6
31 48.2 208.7 12.6 18.0 105.7 3.6
36 48.6 208.7 12.7 18.0 107.5 3.7
42 48.7 208.7 12.7 18.0 108.0 3.7
225
C9. - Synko-Flex – specimen one.
Synko-Flex-1
Time
Weight
Length
Thickness (mm) Width (mm)
Expansion
Rate
Thickness
Increase
(
D
(
m
0
1
2
0
3
5
2
1
2
1
1
4
2
1
1
2
0
2
1
2
8
3
1
2
1
3
4
2
2
1
C10. - Synko-Flex – specimen two.
226
Synko-Flex-2
Time
Weight
Length
Thickness (mm) Width (mm)
Expansion
Rate
Thickness
Increase
(
D
0
2
0
1
3
2
0
5
2
2
0
1
4
1
5
2
0
2
0
2
8
2
0
3
2
3
6
4
2
2
0
C11. - Sykno-Flex – specimen three.
Synko-Flex-3
Time
Weight
Length
Thickness (mm) Width (mm)
Expansion
Rate
Thickness
Increase
(
D
0
1
9
1
2
3
5
2
0
1
0
2
0
227
1
4
2
0
1
5
2
0
2
0
2
0
4
2
2
0
C12. - Synko-Flex – averages.
Synko-Flex-AVG
Time Weight Length Thickness
Width
Expansion
Rate
Thickness
Increase
(Day) (g) (mm) (mm) (mm) (%) (mm)
0 156.6 200.0 16.9 33.7 0.0 0.0
228
1 157.1 204.3 17.4 34.1 0.3 0.5
3 157.3 206.0 17.7 33.6 0.5 0.7
5 157.6 206.0 17.7 33.7 0.6 0.8
7 157.5 206.0 17.7 33.9 0.6 0.8
10 157.9 206.3 18.0 33.9 0.8 1.1
14 158.2 207.0 18.1 33.9 1.0 1.1
15 158.2 207.0 18.1 33.9 1.0 1.1
20 158.5 207.3 18.1 33.9 1.2 1.1
28 158.8 207.7 18.1 33.9 1.4 1.1
31 158.8 208.0 18.1 33.9 1.4 1.1
36 159.1 208.7 18.1 33.9 1.6 1.1
42 159.4 208.7 18.1 33.9 1.8 1.1
